Wprowadzenie
Właściwości reologiczne materiałów pomagają zrozumieć i przewidzieć ich zachowanie podczas procesu. Na przykład, odgrywają one rolę w zdolności smarowania, pompowalności i granicy płynięcia (plastyczności) smarów.
Warunki pomiaru
W dalszej części lepkość ścinania smaru jest określana za pomocą Kinexus pro+ w warunkach pomiarowych opisanych w normie DIN 51810-1. Tabela 1 i rysunek 1 podsumowują parametry testowe określone w tej normie.
Tabela 1: Warunki pomiaru
| Geometria | CP/25 (układ stożek-płytka, kąt stożka: 1°, średnica płytki: 25 mm) | |
|---|---|---|
| Temperatura | 25°C (±0,1°C) | |
| Szczelina pomiarowa | 24 μm | |
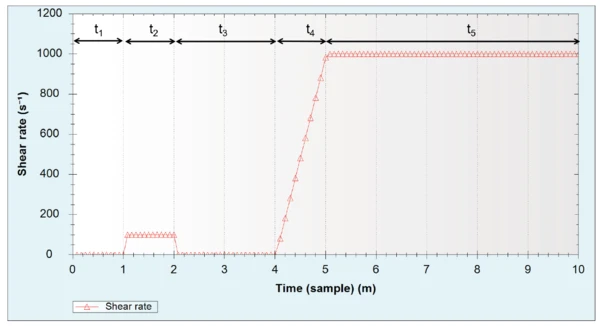
| Program pomiarowy | Faza t1: 1 min w spoczynku, 0 Pa | |
Faza t2: 1 min wstępnego ścinania, 100 s-1 | ||
Faza t3: 2 min w spoczynku, 0 Pa | ||
Faza t4: Liniowy wzrost szybkości ścinania od 0 do 1000 s-1 w ciągu 1 min | ||
Faza t5: 5 min przy stałej szybkości ścinania (1000 s-1) | ||
Wyniki pomiarów
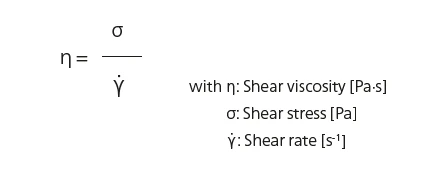
Moment obrotowy wymagany dla każdej zastosowanej szybkości ścinania jest mierzony, który jest automatycznie konwertowany przez oprogramowanie rSpace w celu określenia naprężenia ścinającego. Szybkość ścinania i naprężenie ścinające są następnie wykorzystywane do obliczenia lepkości ścinania przy użyciu następującego równania:
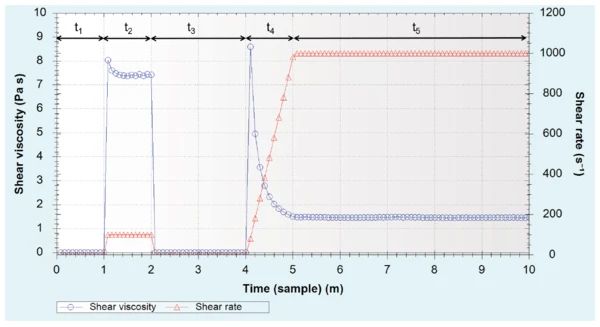
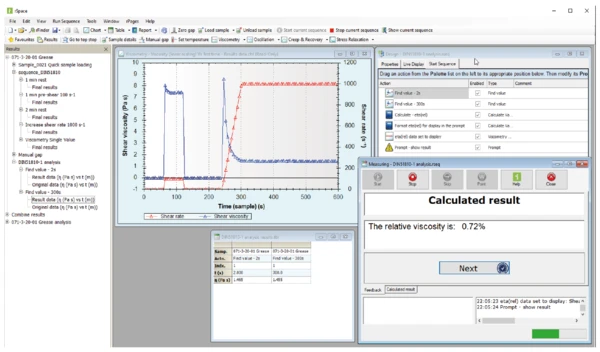
Rysunek 2 przedstawia zastosowaną szybkość ścinania (krzywa pomarańczowa) i wynikową lepkość ścinania (krzywa niebieska). Zgodnie z oczekiwaniami, lepkość ścinania wynosi zero, gdy nie jest stosowane naprężenie ścinające (faza t1). Zwiększenie szybkości ścinania do 100 s-1 prowadzi do zmierzonego wzrostu lepkości ścinania do 7,5 Pa-s (faza t2). Reakcją próbki na następujące po tym zaprzestanie jakiegokolwiek odkształcenia jest natychmiastowy powrót lepkości ścinania do efektywnego zera (faza t3). Liniowy wzrost szybkości ścinania (faza t4) podkreśla strukturalne i rozrzedzające ścinanie zachowanie smaru: Lepkość ścinania generalnie maleje wraz ze wzrostem szybkości ścinania. Reakcja materiału na następującą stałą szybkość ścinania przy 1000 s-1 (faza t5) ma ogromne znaczenie, ponieważ pokazuje, czy lepkość przy ścinaniu pozostaje stabilna, gdy jest poddawana wysokiej stałej szybkości ścinania; a jeśli nie pozostaje stabilna, jak silnie zmienia się pod stałym i wysokim współczynnikiem odkształcenia.
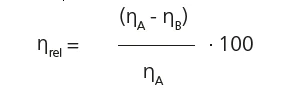
Norma DIN 51018-1 wskazuje, jak określić ilościowo tę zmianę lepkości ścinania ηrel podczas ostatniego etapu. W tym celu podawana jest lepkość przy ścinaniu w 2 s (ηA) i w 300 s (ηB) po rozpoczęciu piątej fazy, a także względna zmiana lepkości między obiema wartościami. Względna zmiana lepkości jest zdefiniowana jako:
Potężne oprogramowanie rSpace używane do pomiarów i oceny jest w stanie automatycznie obliczyć te parametry. Rysunek 3 przedstawia tabelę wyodrębnioną z oprogramowania rSpace z wymaganymi wartościami lepkości ścinania przy 2 s i 300 s oraz wynikową względną zmianą lepkości ηrel wynoszącą 0,7%. Ta niska wartość wynosząca mniej niż 1% wskazuje, że próbka bardzo szybko dostosowuje się do zastosowanej szybkości ścinania.
Wnioski
Smar został zmierzony w warunkach opisanych w normie DIN 51810-1. Ocena została pomyślnie przeprowadzona automatycznie dzięki analizie, którą można nawet włączyć do metody pomiarowej w celu łatwego i szybkiego wykonania pomiarów w celu niezależnego od użytkownika określenia wyników.