Wprowadzenie
Geometrie tworzące jednolity profil szybkości ścinania, takie jak stożek/płyta i układy cylindryczne, są preferowane do pomiarów obrotowych, ponieważ prowadzą do bezwzględnych wartości lepkości ścinania. Szybkość ścinania i naprężenie ścinające przyłożone do próbki są wyraźnie zdefiniowane przy użyciu szczeliny pomiarowej odpowiednio z przemieszczeniem i momentem obrotowym.
Jednakże, szeroka gama materiałów nie może być mierzona za pomocą takich geometrii, na przykład, jeśli występuje sedymentacja lub jeśli próbka zawiera cząstki o wielkości large. W takich przypadkach określenie lepkości jest nadal możliwe przy użyciu geometrii "względnej", nazwanej tak, ponieważ profil szybkości ścinania nie jest całkowicie jednolity.
Rysunek 1 przedstawia jedną z tych geometrii. Podwójna kula orbitalna została opracowana do pomiarów materiałów budowlanych, które często zawierają cząstki large.
Pomiary przeprowadzone na dwóch próbkach za pomocą podwójnej kuli orbitalnej i tego samego urządzenia mogą być porównywane ze sobą. Należy jednak pamiętać, że nie są one w 100% poprawne ze względu na zastosowane niejednorodne pole ścinania.
W poniższym omówieniu porównano pomiar wykonany przy użyciu geometrii absolutnej z pomiarem wykonanym przy użyciu podwójnej kuli orbitalnej.

Parametry pomiaru
Pomiar rotacyjny (lepkości) przeprowadzono na farbie ściennej za pomocą podwójnej kuli orbitalnej (geometria względna) i układu stożek/płytka (geometria bezwzględna).
Warunki zastosowane do testów podsumowano w tabeli 1.
Dla wszystkich reometrów stałe geometrii są używane jako współczynniki konwersji, biorąc parametry przyrządu, takie jak moment obrotowy i przemieszczenie, i przekształcając je w naprężenie i szybkość ścinania. W przypadku stożka i płyty stałe te są dobrze zdefiniowane1. W przypadku geometrii względnej, takiej jak podwójna kula orbitalna, stosowana jest alternatywna procedura2 w celu uzyskania ścisłej zgodności z geometrią bezwzględną.
1 Macosko CW: Rheology Concepts, Principles and Applications, Wiley-VCH (1992)
2 Duffy JJ, Hill AJ, Murphy SH: Simple method for determining stress and strain constants for non-standard measuring systems on a rotational rheometer, Appl. Rheol. 25 (2015) 42670
Tabela 1: Warunki testu
| Próbka | Farba ścienna | |
| Urządzenie | Kinexus ultra + | |
| Geometria | Absolute: CP1/40 (płytka stożkowa, średnica: 40 mm, kąt stożka: 1°) | Podwójna kulka orbitalna |
| Szczelina | 26 μm | 1 mm (Odległość między kulkami a dnem kubka) |
| Szybkość ścinania | 0.1 do 100 s-1 | |
Wyniki pomiarów
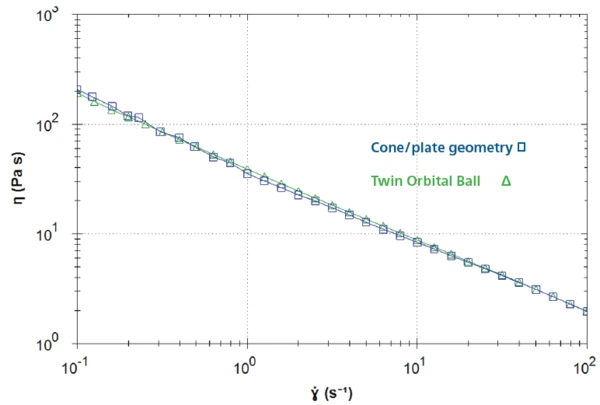
Rysunek 2 przedstawia krzywe wynikowe dwóch pomiarów podczas pomiaru lepkości w stanie ustalonym w zakresie od 0,1 do 100 s-1.
Krzywe wykazują dobrą zgodność między wartościami lepkości uzyskanymi przy ścinaniu za pomocą podwójnej kuli orbitalnej a wartościami wynikającymi z pomiaru za pomocą układu stożek/płytka w ciągu trzech dekad szybkości ścinania.
Wnioski
Geometria bezwzględna, taka jak geometria stożka/płyty, jest pierwszym wyborem do uzyskania wartości lepkości ścinania. Jednakże, jeśli próbka jest bardzo niestabilna, tj. występuje sedymentacja lub separacja, lub jeśli próbka zawiera cząstki large, geometria absolutna nie jest odpowiednia, ponieważ wartości lepkości ścinania nie są reprezentatywne. Podwójna kula orbitalna zapewnia bardziej spójne i reprezentatywne informacje o lepkości próbki podczas testów reologicznych. W tym przykładzie wykazano, że pomiary przy użyciu geometrii podwójnej kuli orbitalnej zapewniają reprezentatywne wartości lepkości ścinania materiału.