Wprowadzenie
Proszek jest ogólnie postrzegany jako materiał składający się z cząstek. Zawiera on jednak powietrze (między cząstkami), a także wilgoć, ponieważ cząstki mogą wchłaniać wodę, jeśli są przechowywane w wilgotnej atmosferze. Te trzy składniki (cząstki, powietrze i woda) wpływają na przetwarzanie proszków. Na przykład bardzo drobne cząstki o wysokim powinowactwie do wody mogą zbrylać się podczas produkcji, przechowywania lub transportu, wpływając na sypkość proszku, a tym samym prowadząc do wydłużenia czasu przetwarzania.
Eksperymentalny
Reometr rotacyjny Kinexus porównuje płynność różnych proszków w szybkich i łatwych do przeprowadzenia pomiarach, wykorzystując metodę Freemana [1]. W tym celu stosuje się kubek i 2-łopatkową górną geometrię (rysunek 1). Kontrolę temperatury zapewnia wkład cylindryczny, do którego wprowadzana jest dolna geometria (kubek). Ponieważ wyniki są bardzo zależne od kondycjonowania proszku, kluczowe jest przygotowanie różnych próbek w dokładnie takich samych warunkach: Ta sama ilość próbki, te same parametry kondycjonowania wstępnego (np. określona prędkość i czas obrotu).

Warunki pomiaru
W poniższej metodzie porównywana jest płynność dwóch różnych proszków smarnych (oznaczonych jako 1 i 2). Podczas pomiarów 2-łopatkowa łopatka opada z określoną prędkością do kubka zawierającego próbkę, aż zostanie całkowicie zanurzona w proszku, a następnie łopatka unosi się, powracając do pozycji wyjściowej. Dodatkowo do prędkości osiowej stosowana jest kontrolowana prędkość obrotowa. Tabela 1 podsumowuje warunki testów.
Tabela 1: Warunki pomiaru
| Urządzenie | Kinexus ultra+, wkład cylindryczny |
|---|---|
| Górna geometria | Mieszadło z wymiennym systemem 2-łopatkowym |
| Dolna geometria | Kubek wykonany z aluminium, średnica 37 mm |
| Prędkość osiowa | 1 mm∙s-1 (w dół), -1 mm∙s-1 (w górę) |
| Prędkość obrotowa | 5 rad∙s-1 |
| Szczelina | 70 mm do 35 mm (w dół), 35 mm do 70 mm (w górę) |
Wyniki pomiarów
Zarejestrowano moment obrotowy i siłę normalną wymaganą do obracania się 2-łopatkowej łopatki i przemieszczania się w proszku przy kontrolowanych prędkościach obrotowych i osiowych.
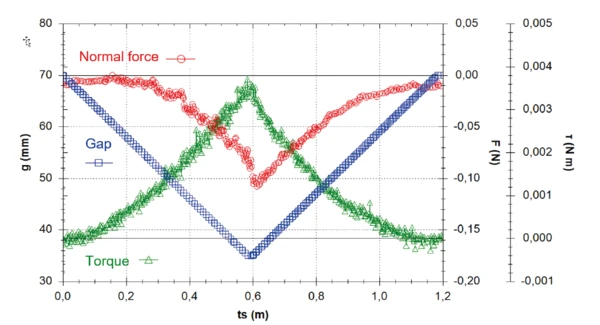
Rysunek 2 przedstawia wynik pomiaru przeprowadzonego na smarze 1. Im dalej łopatka jest zanurzona w proszku (test DOWN), tym większy moment obrotowy jest wymagany do utrzymania stałej prędkości obrotowej. Podczas zanurzania łopatki z 70 do 35 mm, moment obrotowy wzrasta z 0 do 4 mN.m. Siła normalna nie zaczyna maleć, dopóki łopatka nie pokona prawie połowy drogi. Zmniejsza się ona o 100 mN podczas testu DOWN.
Gdy tylko łopatka przesunie się w górę, oba sygnały zachowują się symetrycznie: Moment obrotowy ponownie maleje, podczas gdy siła normalna rośnie, przy czym oba sygnały osiągają wartość 0 na końcu pomiaru (ponieważ łopatka znajduje się poza proszkiem i obraca się w powietrzu).
Zarówno sygnały momentu obrotowego, jak i siły normalnej są związane z oporem przepływu proszku. Im głębiej łopatka jest zanurzona w próbce, tym większy opór stawia proszek ruchom osiowym i obrotowym geometrii.
Należy zauważyć, że pomiar trwa nieco ponad minutę, zarówno w kierunku do dołu, jak i do góry (czas przejazdu w obie strony).
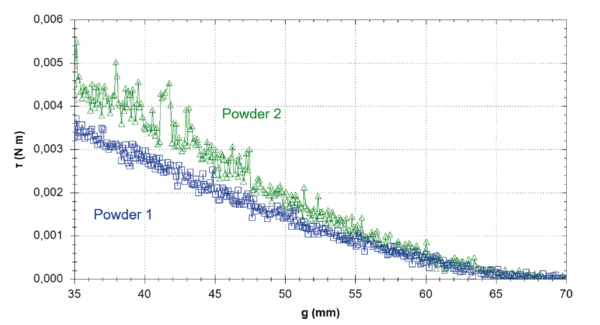
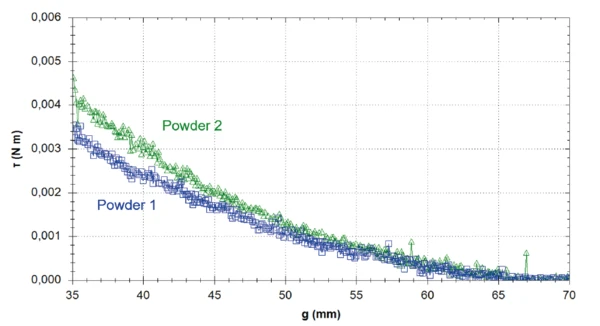
Rysunki 3 i 4 porównują moment obrotowy obu produktów, gdy łopatka porusza się w dół proszku (rysunek 3) i w górę (rysunek 4). W obu kierunkach testu, wyższy moment obrotowy jest wymagany w proszku 2, aby utrzymać stałą prędkość obrotową, tj. proszek ten wykazuje wyższy opór przepływu, a tym samym niższą sypkość. Ponadto sygnał tej próbki jest głośniejszy.
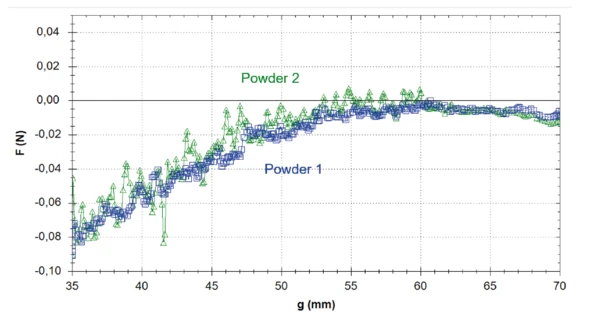
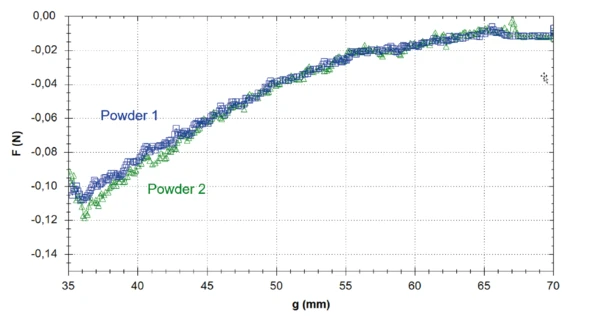
Rysunki 5 i 6 przedstawiają siłę normalną obu proszków podczas testu DOWN (rysunek 5) i UP (rysunek 6). Chociaż krzywe są bardzo podobne dla obu materiałów, różnią się one pod względem hałasu: Dla obu kierunków testu siła normalna jest głośniejsza dla proszku 2, podobnie jak w przypadku sygnałów momentu obrotowego.
Zautomatyzowane obrazy mikroskopowe wykonane dla obu proszków (rysunek 7) mogą być powiązane z ich zachowaniem reologicznym: Proszek 2 zawiera większe cząstki niż proszek 1 i dlatego ma zmniejszoną zdolność płynięcia. Krzywe rozkładu objętości dla obu próbek przedstawione na rysunku 8, a także ich Reakcja rozkładuReakcja rozkładu to wywołana termicznie reakcja związku chemicznego tworząca produkty stałe i/lub gazowe. rozkład objętościowy wielkości cząstek Dv10, Dv50 i Dv90 przedstawione w tabeli 2 potwierdzają ten wizualny wynik.
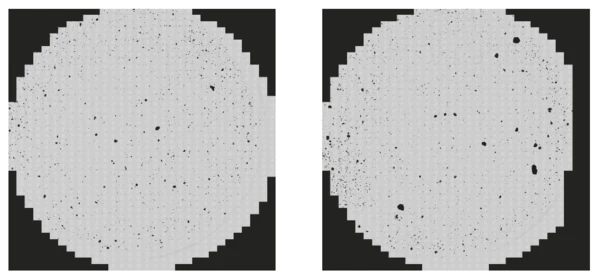
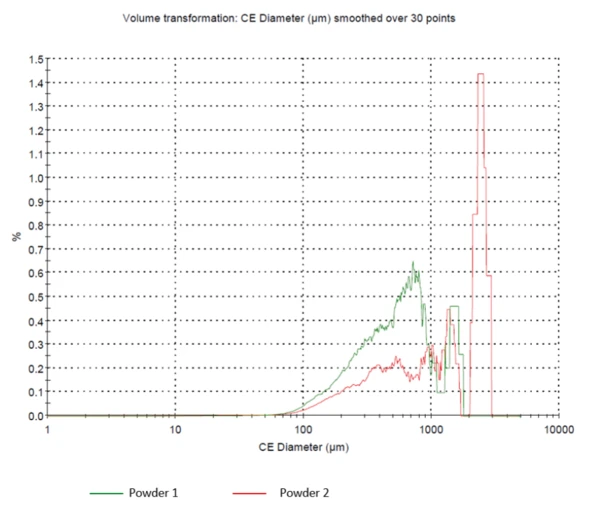
Tabela 2: Rozkład objętościowy wielkości cząstek proszku smarującego tow 2
| D(v,0.1) [μm] | D(v,0.5) [μm] | D(v,0.9) [μm] | |
|---|---|---|---|
| Proszek 1 | 199.2 | 570.5 | 1436.6 |
| Proszek 2 | 256.0 | 1348.9 | 2582.2 |
Wnioski
Płynność dwóch proszków smarowych porównano stosując metodę Freemana na reometrze rotacyjnym Kinexus. W tej metodzie łopatka była zanurzana z określoną prędkością osiową i obrotową w kubku wypełnionym próbką. Wykryto różnice w krzywych momentu obrotowego wymaganego do utrzymania stałej prędkości łopatki. Wyższy moment obrotowy jest związany z wyższym oporem przepływu, tj. zmniejszoną płynnością. Rozkład objętościowy wielkości cząstek proszków korelował z wynikami: Produkt zawierający cząstki larger miał niższą sypkość.
Takie testy są bardzo szybkie i można je zinterpretować na pierwszy rzut oka poprzez porównanie krzywych.