Introdução
Um pó é geralmente visto como um material composto de partículas. No entanto, ele contém ar (entre as partículas), bem como umidade, pois as partículas podem absorver água se forem armazenadas em uma atmosfera úmida. Esses três componentes (partículas, ar e água) influenciam o processamento de pós. Por exemplo, partículas muito finas com alta afinidade pela água podem se aglomerar durante a produção, o armazenamento ou o transporte, influenciando a fluidez do pó e, portanto, levando a tempos de processamento mais longos.
Experimental
O reômetro rotacional Kinexus compara a fluidez de diferentes pós em medições rápidas e fáceis de executar, usando o método Freeman [1]. Para isso, são usados um copo e uma geometria superior de 2 lâminas (figura 1). O controle de temperatura é garantido pelo cartucho do cilindro, no qual a geometria inferior (copo) é introduzida. Como os resultados dependem muito do condicionamento do pó, é fundamental preparar as diferentes amostras exatamente nas mesmas condições: Mesma quantidade de amostra, mesmos parâmetros de pré-condicionamento (por exemplo, uma velocidade e um tempo de rotação definidos).

Condições de medição
No método a seguir, a fluidez de dois pós lubrificantes diferentes (rotulados como 1 e 2) é comparada. Durante as medições, a pá de duas pás desce a uma velocidade definida no copo que contém a amostra até que esteja completamente imersa no pó e, em seguida, a pá sobe, retornando à sua posição inicial. Uma velocidade de rotação controlada é aplicada adicionalmente à velocidade axial. A Tabela 1 resume as condições dos testes.
Tabela 1: Condições de medição
| Dispositivo | Kinexus ultra+, cartucho de cilindro |
|---|---|
| Geometria superior | Agitador com sistema intercambiável de 2 lâminas |
| Geometria inferior | Copo feito de alumínio, 37 mm de diâmetro |
| Velocidade axial | 1 mm∙s-1 (PARA BAIXO), -1 mm∙s-1 (PARA CIMA) |
| Velocidade de rotação | 5 rad∙s-1 |
| Folga | 70 mm a 35 mm (PARA BAIXO), 35 mm a 70 mm (PARA CIMA) |
Resultados da medição
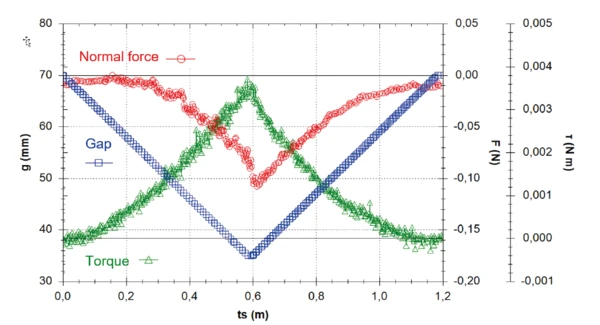
Foram registrados o torque e a força normal necessários para que a pá de duas lâminas girasse e penetrasse no pó em velocidades rotacionais e axiais controladas.
A Figura 2 mostra o resultado da medição realizada no lubrificante 1. Quanto mais a pá é imersa no pó (teste DOWN), mais torque é necessário para manter uma velocidade de rotação constante. Durante a descida da pá de 70 para 35 mm, o torque aumenta de 0 para 4 mN.m. A força normal não começa a diminuir até que a pá tenha percorrido quase a metade do caminho. Ela é reduzida em 100 mN durante o teste DOWN.
Assim que a pá se move para cima, ambos os sinais se comportam de forma simétrica: O torque diminui novamente, enquanto a força normal aumenta, ambos os sinais atingindo o valor 0 no final da medição (porque a pá está fora do pó e gira no ar).
Os sinais de torque e de força normal estão relacionados à resistência do pó ao fluxo. Quanto mais fundo a pá estiver imersa na amostra, maior será a resistência do pó aos movimentos axiais e rotacionais da geometria.
Deve-se observar que a medição leva pouco mais de um minuto para ser realizada nas direções para baixo e para cima (tempo de ida e volta).
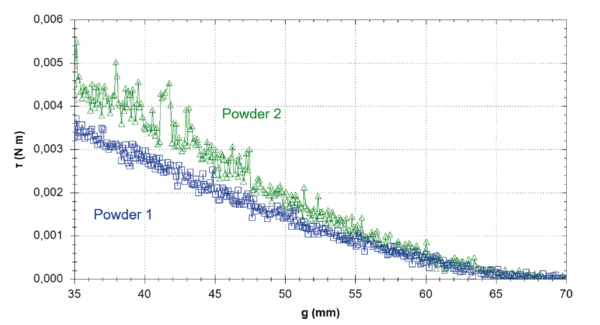
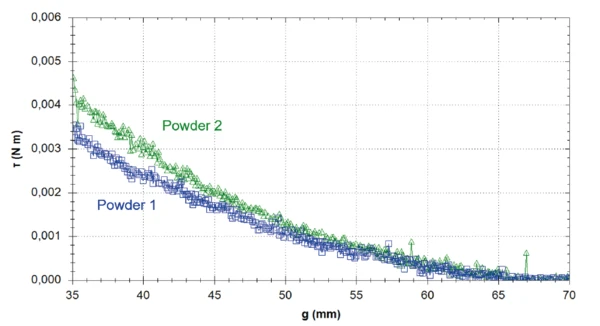
As Figuras 3 e 4 comparam o torque de ambos os produtos enquanto a pá está indo para baixo no pó (Figura 3) e para cima (Figura 4). Em ambas as direções de teste, é necessário um torque maior no pó 2 para manter uma velocidade de rotação constante, ou seja, esse pó apresenta maior resistência ao fluxo e, portanto, menor fluidez. Além disso, o sinal dessa amostra é mais ruidoso.
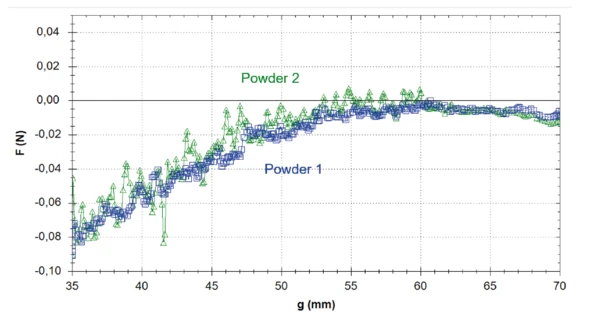
As figuras 5 e 6 exibem a força normal de ambos os pós durante o teste DOWN (figura 5) e UP (figura 6). Embora as curvas sejam muito semelhantes entre os dois materiais, elas diferem quanto ao ruído: Para ambas as direções de teste, a força normal é mais ruidosa para o pó 2, da mesma forma que para os sinais de torque.
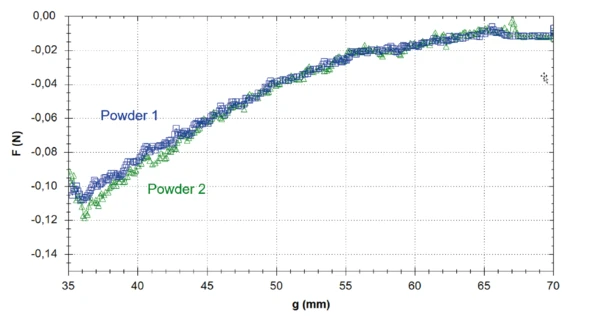
As imagens de microscopia automatizada realizadas em ambos os pós (figura 7) podem ser relacionadas ao seu comportamento reológico: O pó 2 contém partículas maiores do que o pó 1 e, portanto, tem uma capacidade de fluxo reduzida. As curvas da distribuição de volume para ambas as amostras apresentadas na Figura 8, bem como a distribuição de volume de tamanho de partícula Dv10, Dv50 e Dv90 mostradas na Tabela 2, confirmam esse resultado visual.
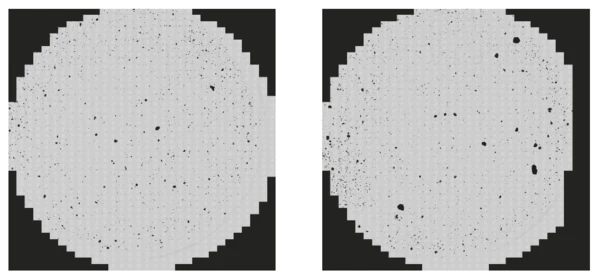
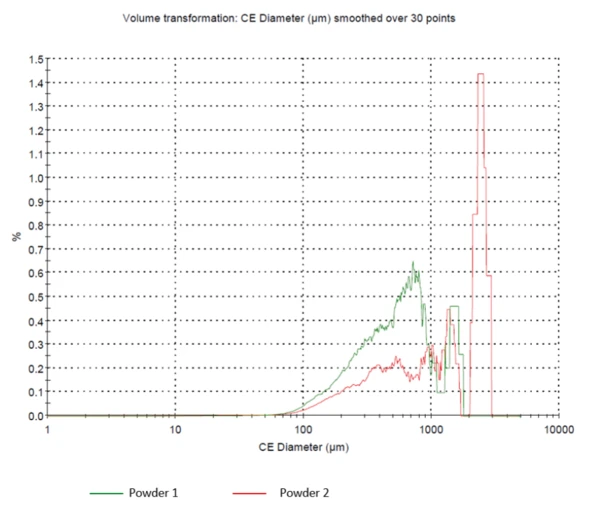
Tabela 2: Distribuição de volume de tamanho de partícula dos pós lubrificantes do reboque 2
| D(v,0,1) [μm] | D(v,0,5) [μm] | D(v,0,9) [μm] | |
|---|---|---|---|
| Pó 1 | 199.2 | 570.5 | 1436.6 |
| Pó 2 | 256.0 | 1348.9 | 2582.2 |
Conclusão
A fluidez de dois pós lubrificantes foi comparada com a aplicação do método Freeman no reômetro rotacional Kinexus. Para esse método, uma pá foi imersa em uma velocidade axial e rotacional definida em um copo preenchido com a amostra. Foram detectadas diferenças nas curvas do torque necessário para manter uma velocidade constante da pá. Um torque mais alto está relacionado a uma maior resistência ao fluxo, ou seja, uma capacidade de fluxo reduzida. A distribuição do volume do tamanho da partícula dos pós correlacionou os resultados: O produto com partículas de larger foi o que apresentou menor fluidez.
Esses testes são muito rápidos e podem ser interpretados de uma só vez por meio de uma comparação de curvas.