Giriş
Toz genellikle parçacıklardan oluşan bir malzeme olarak görülür. Bununla birlikte, hava (partiküller arasında) ve nem içerir, çünkü partiküller nemli bir atmosferde depolanırlarsa su emebilirler. Bu üç bileşen (partiküller, hava ve su) tozların işlenmesini etkiler. Örneğin, suya karşı yüksek afinitesi olan çok ince partiküller üretim, depolama veya nakliye sırasında kekleşerek tozun akışkanlığını etkileyebilir ve böylece daha uzun işleme sürelerine yol açabilir.
Deneysel
Kinexus rotasyonel reometre, Freeman yöntemini kullanarak farklı tozların akışkanlığını hızlı ve kolay ölçümlerle karşılaştırır [1]. Bunun için bir fincan ve 2 bıçaklı bir üst geometri kullanılır (Şekil 1). Sıcaklık kontrolü, alt geometrinin (fincan) içine yerleştirildiği silindir kartuş tarafından sağlanır. Sonuçlar toz şartlandırmasına çok bağlı olduğundan, farklı numunelerin tamamen aynı koşullarda hazırlanması çok önemlidir: Aynı numune miktarı, aynı ön koşullandırma parametreleri (örneğin, tanımlanmış bir hız ve dönme süresi).

Ölçüm Koşulları
Aşağıdaki yöntemde, iki farklı yağlayıcı tozun (1 ve 2 olarak etiketlenmiştir) akışkanlığı karşılaştırılmaktadır. Ölçümler sırasında, 2 bıçaklı kürek, tozun içine tamamen daldırılana kadar numuneyi içeren kabın içine belirli bir hızda iner ve ardından kürek yükselir ve başlangıç konumuna geri döner. Eksenel hıza ek olarak kontrollü bir dönme hızı uygulanır. Tablo 1 testlerin koşullarını özetlemektedir.
Tablo 1: Ölçüm koşulları
| Cihaz | Kinexus ultra+, silindir kartuş |
|---|---|
| Üst geometri | Değiştirilebilir 2 bıçaklı sistemli karıştırıcı |
| Alt geometri | Alüminyumdan yapılmış fincan, 37 mm çap |
| Eksenel hız | 1 mm∙s-1 (AŞAĞI), -1 mm∙s-1 (YUKARI) |
| Dönme hızı | 5 rad∙s-1 |
| Boşluk | 70 mm - 35 mm (AŞAĞI), 35 mm - 70 mm (YUKARI) |
Ölçüm Sonuçları
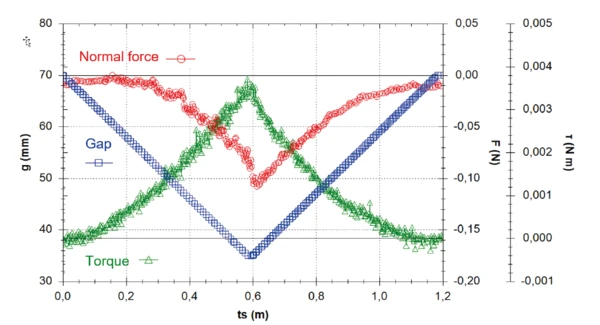
Kontrollü dönme ve eksenel hızlarda 2 bıçaklı küreğin dönmesi ve tozun içine girmesi için gereken tork ve normal kuvvet kaydedilmiştir.
Şekil 2, yağlayıcı 1 üzerinde gerçekleştirilen ölçümün sonucunu göstermektedir. Kürek tozun içine ne kadar daldırılırsa (test AŞAĞI), sabit bir dönme hızını korumak için o kadar fazla tork gerekir. Küreğin 70 mm'den 35 mm'ye inişi sırasında tork 0 ila 4 mN.m arasında artar. Normal kuvvet, kürek yolun neredeyse yarısını kat edene kadar azalmaya başlamaz. DOWN testi sırasında 100 mN azalır.
Kürek yukarı doğru hareket eder etmez, her iki sinyal de simetrik bir şekilde davranır: Normal kuvvet artarken tork tekrar azalır, her iki sinyal de ölçümün sonunda 0 değerine ulaşır (çünkü kürek tozun dışındadır ve havada döner).
Hem tork hem de normal kuvvet sinyalleri tozun akmaya karşı direnciyle ilgilidir. Kürek numunenin içine ne kadar derin daldırılırsa, toz geometrinin eksenel ve dönme hareketlerine o kadar fazla direnç gösterir.
Ölçümün hem aşağı hem de yukarı yönde gerçekleştirilmesinin bir dakikadan biraz daha uzun sürdüğü unutulmamalıdır (gidiş-dönüş süresi).
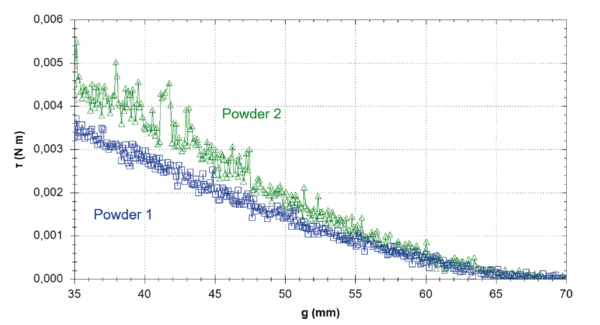
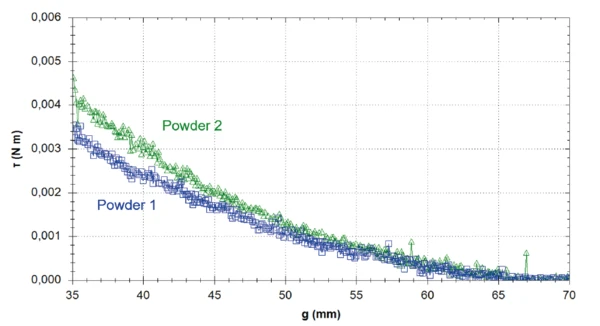
Şekil 3 ve 4, kürek tozun içine doğru inerken (şekil 3) ve yukarı doğru çıkarken (şekil 4) her iki ürünün torkunu karşılaştırmaktadır. Her iki test yönünde de, sabit bir dönme hızını korumak için toz 2'de daha yüksek bir tork gereklidir, yani bu toz akışa karşı daha yüksek bir direnç ve dolayısıyla daha düşük bir akışkanlık gösterir. Ayrıca, bu numunenin sinyali daha gürültülüdür.
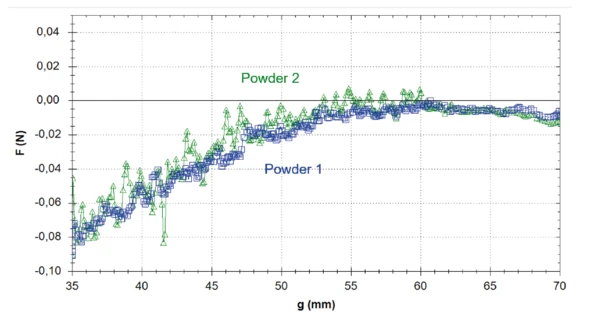
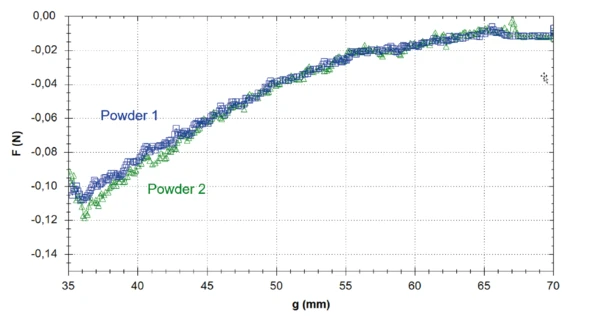
Şekil 5 ve 6, DOWN (şekil 5) ve UP (şekil 6) testleri sırasında her iki tozun normal kuvvetini göstermektedir. Eğriler her iki malzeme arasında çok benzer olsa da gürültü açısından farklılık göstermektedir: Her iki test yönü için de normal kuvvet, tork sinyallerinde olduğu gibi toz 2 için daha gürültülüdür.
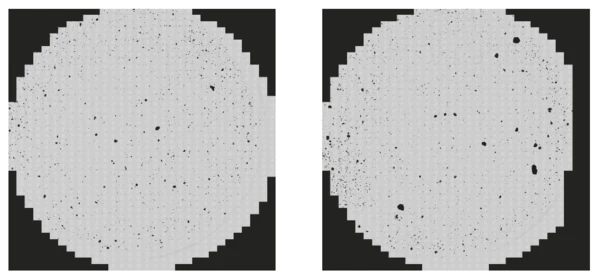
Her iki toz üzerinde gerçekleştirilen otomatik mikroskopi görüntüleri (Şekil 7) reolojik davranışlarıyla ilişkilendirilebilir: Toz 2, toz 1'den daha büyük partiküller içerir ve bu nedenle daha düşük bir akış kabiliyetine sahiptir. Şekil 8'de sunulan her iki numune için hacim dağılımı eğrileri ve Tablo 2'de gösterilen partikül boyutu hacim dağılımı Dv10, Dv50 ve Dv90 bu görsel sonucu doğrulamaktadır.
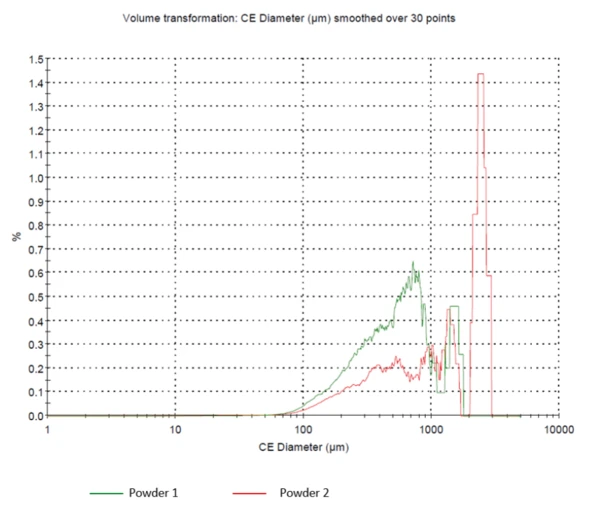
Tablo 2: Tow 2 yağlayıcı tozlarının partikül boyutu hacim dağılımı
| D(v,0.1) [μm] | D(v,0.5) [μm] | D(v,0.9) [μm] | |
|---|---|---|---|
| Toz 1 | 199.2 | 570.5 | 1436.6 |
| Toz 2 | 256.0 | 1348.9 | 2582.2 |
Sonuç
İki yağlayıcı tozun akışkanlığı, Kinexus rotasyonel reometresinde Freeman yöntemi uygulanarak karşılaştırılmıştır. Bu yöntem için bir kürek, numune ile dolu bir kabın içine belirli bir eksenel ve dönme hızında daldırılmıştır. Sabit bir kürek hızını korumak için gereken tork eğrilerinde farklılıklar tespit edilmiştir. Daha yüksek bir tork, akışa karşı daha yüksek bir dirençle, yani daha düşük bir akışkanlıkla ilişkilidir. Tozların partikül boyutu hacim dağılımı sonuçlarla ilişkilendirilmiştir: large r partikülleri içeren ürün daha düşük akışkanlığa sahip olandı.
Bu tür testler çok hızlıdır ve bir eğri karşılaştırması ile bir bakışta yorumlanabilir.