Introduzione
Una polvere è generalmente considerata un materiale composto da particelle. Tuttavia, contiene aria (tra le particelle) e umidità, perché le particelle possono assorbire acqua se sono conservate in un'atmosfera umida. Questi tre componenti (particelle, aria e acqua) influenzano la lavorazione delle polveri. Ad esempio, le particelle molto fini con un'elevata affinità per l'acqua potrebbero depositarsi durante la produzione, lo stoccaggio o il trasporto, influenzando la fluidità della polvere e comportando quindi tempi di lavorazione più lunghi.
Sperimentale
Il reometro rotazionale Kinexus confronta la fluidità di diverse polveri con misure rapide e facili da eseguire, utilizzando il metodo Freeman [1]. A tale scopo, vengono utilizzate una tazza e una geometria superiore a due lame (figura 1). Il controllo della temperatura è assicurato dalla cartuccia cilindrica, nella quale viene introdotta la geometria inferiore (tazza). Poiché i risultati dipendono molto dal condizionamento della polvere, è fondamentale preparare i diversi campioni esattamente nelle stesse condizioni: Stessa quantità di campione, stessi parametri di precondizionamento (ad esempio, una velocità e un tempo di rotazione definiti).

Condizioni di misura
Nel metodo seguente, si confronta la fluidità di due diverse polveri lubrificanti (etichettate come 1 e 2). Durante le misurazioni, la paletta a due lame scende a una velocità definita nella tazza contenente il campione fino a quando non è completamente immersa nella polvere, quindi la paletta risale, tornando alla posizione iniziale. Oltre alla velocità assiale, viene applicata una velocità di rotazione controllata. La Tabella 1 riassume le condizioni dei test.
Tabella 1: Condizioni di misura
| Dispositivo | Kinexus ultra+, cartuccia cilindrica |
|---|---|
| Geometria superiore | Agitatore con sistema a 2 pale intercambiabili |
| Geometria inferiore | Tazza in alluminio, diametro 37 mm |
| Velocità assiale | 1 mm∙s-1 (DOWN), -1 mm∙s-1 (UP) |
| Velocità di rotazione | 5 rad∙s-1 |
| Distanza | 70 mm a 35 mm (DOWN), 35 mm a 70 mm (UP) |
Risultati della misurazione
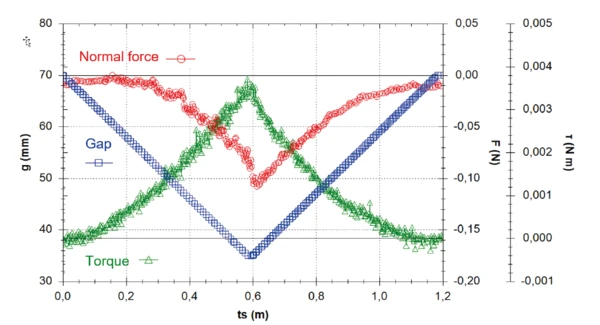
Sono state registrate la coppia e la forza normale necessarie per far ruotare la paletta a due lame e per farla penetrare nella polvere a velocità rotazionali e assiali controllate.
La Figura 2 mostra i risultati della misurazione eseguita sul lubrificante 1. Quanto più la paletta viene immersa nella polvere (prova DOWN), tanto maggiore è la coppia necessaria per mantenere una velocità di rotazione costante. Durante la discesa della paletta da 70 a 35 mm, la coppia aumenta da 0 a 4 mN.m. La forza normale non inizia a diminuire finché la paletta non ha percorso quasi la metà del percorso. Si riduce di 100 mN durante il test DOWN.
Non appena la paletta si sposta verso l'alto, entrambi i segnali si comportano in modo simmetrico: La coppia diminuisce di nuovo, mentre la forza normale aumenta; entrambi i segnali raggiungono il valore 0 alla fine della misurazione (perché la paletta è fuori dalla polvere e ruota nell'aria).
Entrambi i segnali di coppia e forza normale sono correlati alla resistenza della polvere al flusso. Più la paletta è immersa nel campione, più la polvere oppone resistenza ai movimenti assiali e rotatori della geometria.
Va notato che la misurazione richiede poco più di un minuto per essere eseguita in entrambe le direzioni, verso il basso e verso l'alto (tempo di andata e ritorno).
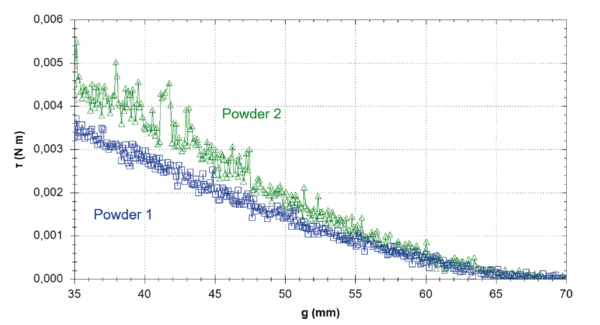
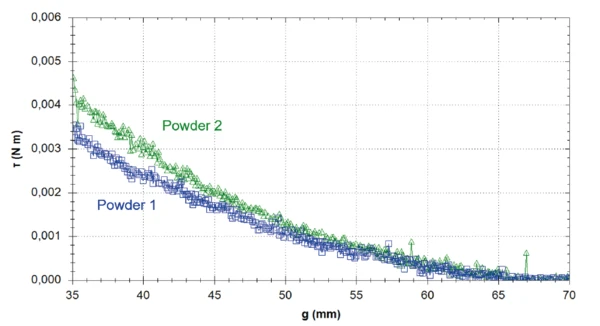
Le figure 3 e 4 confrontano il momento torcente di entrambi i prodotti mentre la paletta scende verso il basso nella polvere (figura 3) e verso l'alto (figura 4). In entrambe le direzioni di test, la polvere 2 richiede una coppia più elevata per mantenere una velocità di rotazione costante, il che significa che questa polvere mostra una maggiore resistenza al flusso e quindi una minore fluidità. Inoltre, il segnale di questo campione è più rumoroso.
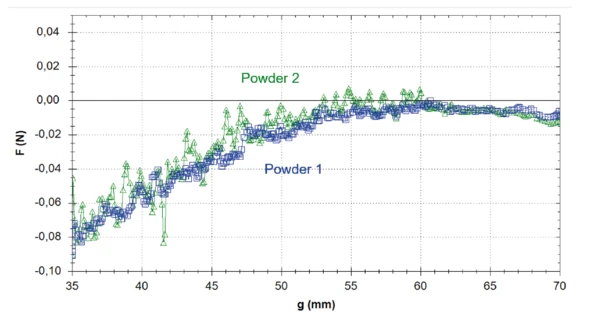
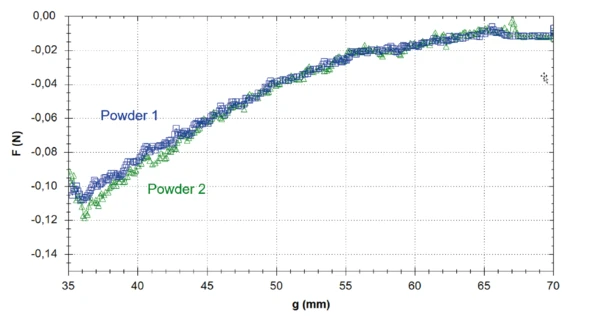
Le figure 5 e 6 mostrano la forza normale di entrambe le polveri durante il test DOWN (figura 5) e UP (figura 6). Sebbene le curve siano molto simili tra i due materiali, si differenziano per il rumore: Per entrambe le direzioni di prova, la forza normale è più rumorosa per la polvere 2, analogamente ai segnali di coppia.
Le immagini di microscopia automatica eseguite su entrambe le polveri (figura 7) possono essere messe in relazione con il loro comportamento reologico: La polvere 2 contiene particelle più grandi rispetto alla polvere 1 e ha quindi una ridotta capacità di fluire. Le curve della distribuzione volumetrica di entrambi i campioni presentate nella Figura 8 e la distribuzione volumetrica delle dimensioni delle particelle Dv10, Dv50 e Dv90 riportata nella Tabella 2 confermano questo risultato visivo.
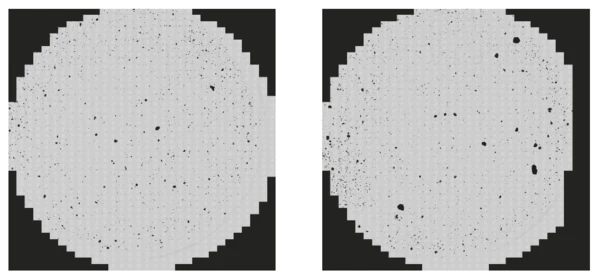
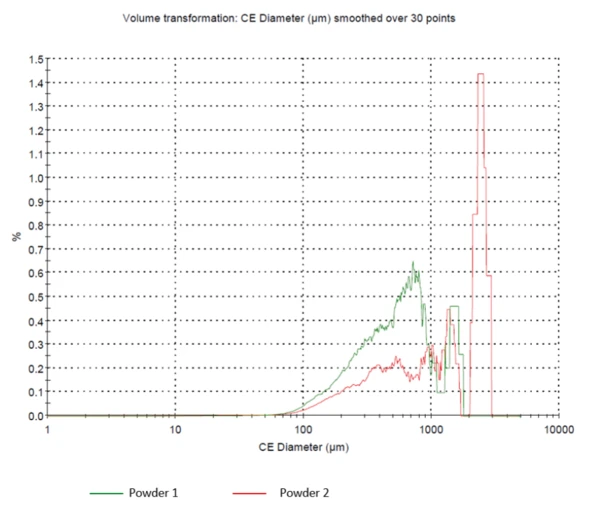
Tabella 2: Distribuzione volumetrica delle particelle delle polveri lubrificanti della tow 2
| D(v,0.1) [μm] | D(v,0.5) [μm] | D(v,0.9) [μm] | |
|---|---|---|---|
| Polvere 1 | 199.2 | 570.5 | 1436.6 |
| Polvere 2 | 256.0 | 1348.9 | 2582.2 |
Conclusione
La fluidità di due polveri lubrificanti è stata confrontata applicando il metodo Freeman sul reometro rotazionale Kinexus. Per questo metodo, una paletta è stata immersa a una velocità assiale e rotazionale definita in una tazza riempita con il campione. Sono state rilevate differenze nelle curve della coppia necessaria per mantenere costante la velocità della paletta. Una coppia più elevata è correlata a una maggiore resistenza al flusso, cioè a una ridotta fluidità. La distribuzione volumetrica delle particelle delle polveri ha correlato i risultati: Il prodotto contenente particelle larger era quello con una minore fluidità.
Questi test sono molto veloci e possono essere interpretati con un solo sguardo attraverso il confronto delle curve.