Wprowadzenie
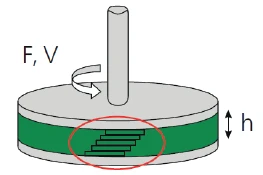
Pomiar wiskozymetryczny określa lepkość materiału przy ścinaniu. W tego typu teście próbka jest umieszczana między dwiema płytkami. Górna płyta obraca się z określoną szybkością ścinania (lub naprężeniem ścinającym), patrz rysunek 1. Szybkość ścinania jest określana przy użyciu prędkości kątowej V górnej płyty oraz odległości h między obiema płytami. Naprężenie ścinające wymagane do wywołania tej prędkości ścinania jest obliczane na podstawie przyłożonego momentu obrotowego F.
Taki pomiar może być przeprowadzony jako kontrolowana szybkość ścinania, jak wyjaśniono powyżej, lub jako kontrolowane naprężenie ścinające.
W tym przypadku przykładane jest naprężenie ścinające i określana jest szybkość ścinania.
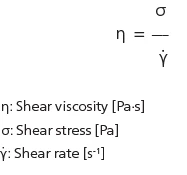
Niezależnie od trybu sterowania, określenie lepkości przy ścinaniu jest możliwe przy użyciu następującego wzoru:
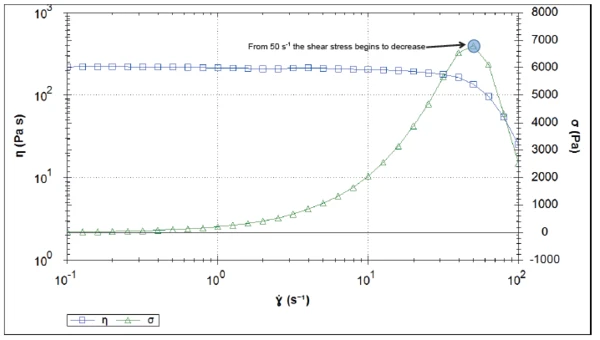
Zakres szybkości ścinania takiego pomiaru jest ograniczony. Jeśli siła odśrodkowa (mająca tendencję do przesuwania materiału na zewnątrz) przekracza siłę normalną (która wypycha górną geometrię do góry), próbka może zostać wyrzucona ze szczeliny pomiarowej. W takim przypadku wynikowa krzywa lepkości powinna być oceniana z dużą ostrożnością. Krzywa naprężenia ścinającego jest jednym ze wskaźników pokazujących jej ważność. Ponieważ powinna ona zawsze wzrastać wraz ze wzrostem szybkości ścinania, spadek naprężenia ścinającego wskazuje granicę zakresu pomiarowego.
Rysunek 2 przedstawia przykład takiego zachowania. W tym przypadku zmierzono stopiony polimer (PEEK) w zakresie obrotów od 0,1 do 100 s-1. Spadek naprężenia ścinającego od 50 s-1 wskazuje na wyrzucenie próbki (znane również jako pęknięcie próbki), ponieważ naprężenie ścinające zaczyna spadać w tym punkcie. Dlatego wartości lepkości powyżej tej szybkości ścinania nie są prawidłowe i reprezentatywne dla próbki.
Jak uzyskać lepkość ścinania przy wyższych prędkościach ścinania?
Łatwym sposobem uzyskania wyników przy szybkości ścinania większej niż 50 s-1 (w reometrze rotacyjnym) jest zastosowanie reguły Coxa-Merza. Ta empiryczna zależność przewiduje, że dla większości niewypełnionych stopionych polimerów lepkość ścinania η można przewidzieć na podstawie lepkości złożonej η*. Alternatywne rozwiązanie do pomiaru zachowania przepływu w szybszych warunkach przetwarzania lub przy wyższych szybkościach ścinania można uzyskać za pomocą wysokociśnieniowego reometru kapilarnego.
Co to jest lepkość złożona?
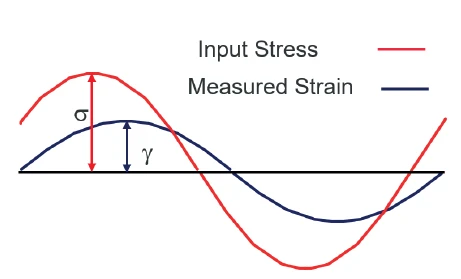
Lepkość złożoną uzyskuje się poprzez pomiar oscylacyjny. W tym teście górna geometria już się nie obraca, ale oscyluje z określoną częstotliwością (rysunek 3).
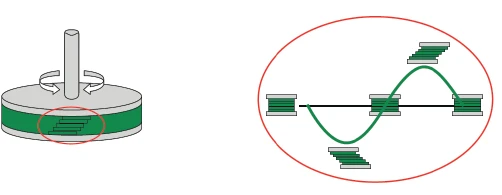
Różnica (opóźnienie/faza δ) w wejściowym i wyjściowym sygnale sinusoidalnym określa właściwości materiałowe próbki (rysunek 4). Pomiary te są wykonywane dla amplitud, które są small wystarczające, aby nie zniszczyć struktury próbki, tak aby zastosowane odkształcenie i naprężenie wynikowe były proporcjonalne, a częstotliwość odpowiedzi była równa częstotliwości wejściowej.
Za pomocą tego rodzaju testu określa się ilościowo właściwości lepkosprężyste materiału, na przykład jego sztywność1 podaną za pomocą tak zwanego modułu złożonego G*. Lepkość złożona, η*, wynosi:
Lepkość złożona i lepkość ścinania: Reguła Coxa-Merza
Regułę Coxa-Merza można podsumować następującą zależnością:
Wyrażone słownie oznacza to, że wynik lepkości ścinania w funkcji szybkości ścinania (uzyskany przez obrót) jest równoważny złożonemu wynikowi lepkości w funkcji częstotliwości kątowej (uzyskanemu przez oscylację). Dlatego możliwe jest uzyskanie lepkości ścinania dla szybkości ścinania wyższych niż granica pomiaru obrotowego, która wynosiła 50 s-1 dla przykładu przedstawionego w tym artykule.
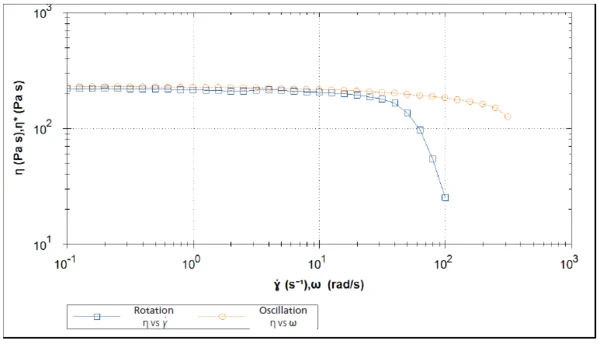
Rysunek 5 przedstawia wyniki pomiarów rotacji i oscylacji dla próbki PEEK wykreślone jako funkcja szybkości ścinania i częstotliwości kątowej w tej samej skali. Zwykle takie krzywe są wyświetlane tylko jako funkcja szybkości ścinania z uwagą do reguły Coxa-Merza. Wyniki przedstawione na rysunku 5 wskazują, że w niższym zakresie szybkości ścinania lepkość złożona i lepkość ścinania są w dobrej zgodności. Przy wyższych szybkościach ścinania dokładniejszą wartość lepkości przy ścinaniu uzyskuje się stosując regułę Coxa-Merza na lepkości złożonej (pomarańczowa linia). Bardziej wyraźny spadek lepkości przy ścinaniu (niebieska linia) wynika z pęknięcia próbki, jak wyjaśniono powyżej.
Wnioski
Przedstawiony przykład pokazuje dobrą zgodność między lepkością ścinania a lepkością złożoną w zakresie niskich szybkości ścinania. Gdy tylko materiał zaczyna wypływać ze szczeliny podczas obrotu, lepkość nie może być już określona za pomocą tego typu pomiaru. Reguła Coxa-Merza umożliwia jednak określenie wartości lepkości przy ścinaniu za pomocą pomiaru oscylacyjnego.