Introduzione
Le proprietà reologiche dei materiali aiutano a comprendere e prevedere il loro comportamento durante il processo. Ad esempio, svolgono un ruolo nella capacità di lubrificazione, nella pompabilità e nel punto di scorrimento dei grassi lubrificanti.
Condizioni di misura
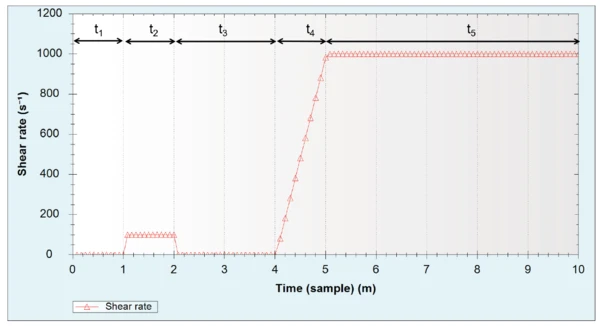
Di seguito, la viscosità di taglio di un grasso lubrificante viene determinata con il Kinexus pro+ nelle condizioni di misura descritte nella norma DIN 51810-1. La tabella 1 e la figura 1 riassumono i parametri di prova specificati in questa norma.
Tabella 1: Condizioni di misura
| Geometria | CP/25 (sistema cono-piastra, angolo del cono: 1°, diametro della piastra: 25 mm) | |
|---|---|---|
| Temperatura | 25°C (±0,1°C) | |
| Spazio di misura | 24 μm | |
| Programma di misurazione | Fase t1: 1 minuto a riposo, 0 Pa | |
Fase t2: 1 min di pre-taglio, 100 s-1 | ||
Fase t3: 2 minuti a riposo, 0 Pa | ||
Fase t4: aumento lineare della velocità di taglio da 0 a 1000 s-1 in 1 min | ||
Fase t5: 5 minuti a velocità di taglio costante (1000 s-1) | ||
Risultati della misurazione
La coppia richiesta per ogni velocità di taglio applicata viene misurata e convertita automaticamente dal software rSpace per determinare lo sforzo di taglio. La velocità di taglio e lo sforzo di taglio vengono quindi utilizzati per calcolare la viscosità di taglio utilizzando l'equazione seguente:
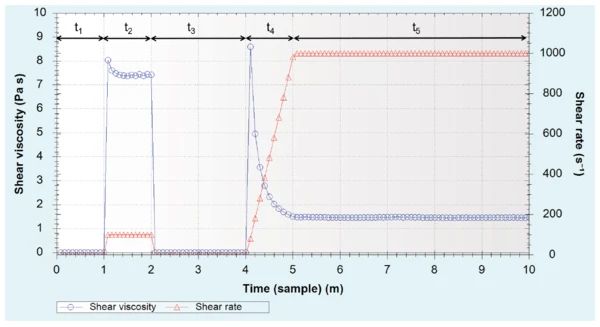
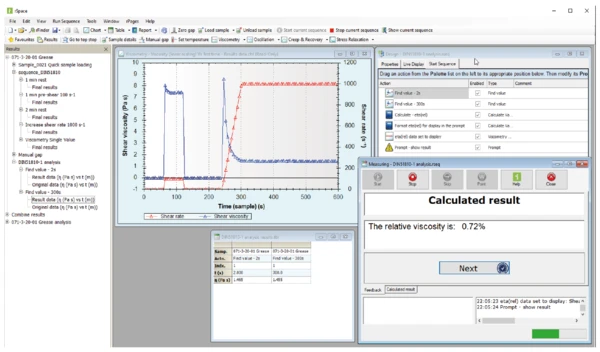
La Figura 2 mostra la velocità di taglio applicata (curva arancione) e la viscosità di taglio risultante (curva blu). Come previsto, la viscosità di taglio è pari a zero quando non viene applicata alcuna sollecitazione di taglio (fase t1). Un aumento della velocità di taglio a 100 s-1 porta a un aumento misurato della viscosità di taglio a 7,5 Pa-s (fase t2). La risposta del campione alla successiva cessazione di qualsiasi deformazione è un immediato ritorno della viscosità di taglio a zero (fase t3). L'aumento lineare della velocità di taglio (fase t4) evidenzia il comportamento strutturato e di Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio del grasso lubrificante: La viscosità di taglio diminuisce generalmente con l'aumento della velocità di taglio. La reazione del materiale alla successiva velocità di taglio costante a 1000 s-1 (fase t5) è di estrema importanza perché mostra se la viscosità di taglio rimane stabile quando è sottoposta a un'elevata velocità di taglio costante; e, se non rimane stabile, quanto cambia sotto una velocità di deformazione costante ed elevata.
La norma DIN 51018-1 indica come quantificare questa variazione della viscosità di taglio ηrel durante l'ultima fase. A tal fine, vengono riportate le viscosità di taglio a 2 s (ηA) e a 300 s (ηB) dopo l'inizio della quinta fase, nonché la variazione di viscosità relativa tra i due valori. La variazione di viscosità relativa è definita come:
Il potente software rSpace utilizzato per le misurazioni e la valutazione è in grado di calcolare automaticamente questi parametri. La Figura 3 mostra la tabella estratta dal software rSpace con i valori richiesti della viscosità di taglio a 2 s e 300 s e la variazione di viscosità relativa ηrel risultante dello 0,7%. Questo basso valore, inferiore all'1%, indica che il campione si adatta molto rapidamente alla velocità di taglio applicata.
Conclusione
È stato misurato un grasso lubrificante nelle condizioni descritte dalla norma DIN 51810-1. La valutazione è stata eseguita con successo in modo automatico grazie a un'analisi che può anche essere inclusa nel metodo di misurazione per un'esecuzione facile e veloce delle misure con l'obiettivo di determinare i risultati in modo indipendente dall'utente.