Johdanto
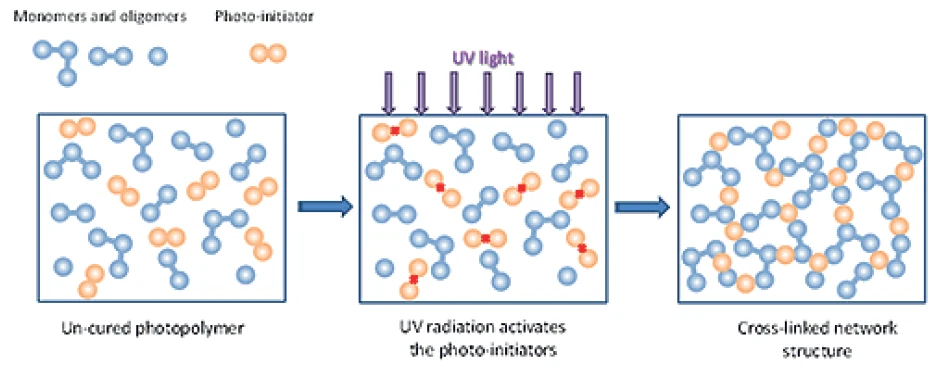
Fotopolymeeri koostuu yleensä monomeereistä, oligomeereistä ja valoinitiaattoreista, jotka ristisilloittuvat muodostaen verkostomaisen rakenteen, kun ne altistetaan valolle, usein sähkömagneettisen spektrin ultravioletti- tai näkyvällä alueella (ks. kuva 1). Valokovettuminen on suhteellisen nopea prosessi verrattuna lämpökovettumiseen, ja siksi prosessia voidaan käyttää valikoivaan kovettumiseen käyttäen suurienergisiä valonlähteitä, minkä vuoksi prosessi soveltuu piirilevyjen painamiseen ja mikrosirujen valmistukseen. Valopolymeerejä käytetään laajalti lääketieteellisissä, 3D-tulostus-, pinnoite-, liima- ja protoresistitekniikoissa [1].
Reologisia mittauksia käytetään yleisesti kuvaamaan fotopolymeerien viskoelastisten ominaisuuksien kehittymistä valokovettumisen aikana. Mittaamalla kompleksimoduulin (G*) muutosta voidaan arvioida ristisilloittumisnopeutta. Lisäksi fotopolymeereillä on taipumus osoittaa merkittävää kutistumista kovettumisen jälkeen monomeeripitoisuudesta riippuen. Reometrin normaalivoiman säätöominaisuuden avulla pystysuora kutistuma voidaan mitata kovettumisen aikana vakiovoiman alaisena tapahtuvasta raon muutoksesta. Tämän avulla voidaan laskea kovettumisen jälkeisen kutistuman prosenttiosuus. Fotopolymeerien ristisilloituskinetiikka on yleensä hyvin voimakkaasti riippuvainen UV-valon voimakkuudesta ja valotusajan pituudesta. On myös tärkeää pitää mielessä, että valonsäteen voimakkuus pienenee etäisyyden kasvaessa säteilevästä pinnasta.
Kokeellinen
- Kahden erilaisen UV-kovetteisen liiman ristisilloittumisnopeutta ja kutistumisen jälkeistä kutistumista arvioitiin ja vertailtiin suositelluissa prosessiolosuhteissa.
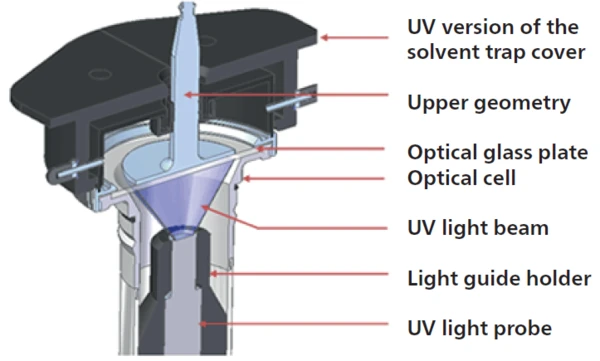
- Pyörimisreometrimittaukset tehtiin Kinexus-pyörimisreometrillä, jossa oli UV-lisälaite, joka oli kiinnitetty sylinterikasettiin. Nestemäinen liima annosteltiin kvartsilasilevylle, jonka läpi säteilytettiin UV-valoa (ks. kuva 2). Reologiamittauksissa käytettiin kertakäyttöistä rinnakkaislevymittausjärjestelmää.
- Näytteen paksuus oli 0,65 mm, ja yksitaajuinen värähtelymittaus suoritettiin 0,1 %:n kontrollijännityksellä 1 Hz:n taajuudella.
- Käytettiin vakiomuotoista kuormitusjärjestystä sen varmistamiseksi, että molemmille näytteille suoritettiin yhdenmukainen ja hallittavissa oleva kuormitusprotokolla.
- OmniCure® Series 2000 UV/Visible Spot Curing Unit -laitetta käytettiin 8 mm halkaisijaltaan olevan OmniCure® nestemäisen valonohjaimen kanssa näytteen valaisemiseksi UV-valolla. Valonlähteen aallonpituus kattaa 320 nm - 500 nm. Kovetusyksikköä käytettiin kalibrointitilassa, ja UV-lähtöintensiteetin kalibrointiin käytettiin OmniCure® R2000 -radiometriä.
- rSpace ohjelmisto on konfiguroitu kommunikoimaan OmniCure® S2000 Curing Unit -yksikön kanssa RS232-yhteyden kautta, ja ulostulon voimakkuutta voidaan ohjata suorittamalla ohjelmistossa vakiomuotoinen, valmiiksi konfiguroitu sekvenssi1. Kovettumistesteissä käytettiin UV-intensiteettiä 0,5 W/cm2 .
- Kaikki reologiset mittaukset suoritettiin 25 °C:ssa, ja lasilevyn ja valonohjaimen pään välinen etäisyys pidettiin samana.
- Näytteeseen kohdistettiin 0 N:n vakiovoima, jotta näyte voisi liikkua vapaasti pystyakselilla näytteen kutistumisen vuoksi, kun ristisilloittaminen etenee.
- OmniCure® S2000 -laitetta ohjattiin rSpace -ohjelmiston avulla, joten kiinnostavat reologiset parametrit voitiin tallentaa UV-intensiteettiprofiilien ohella.
Tulokset ja keskustelu
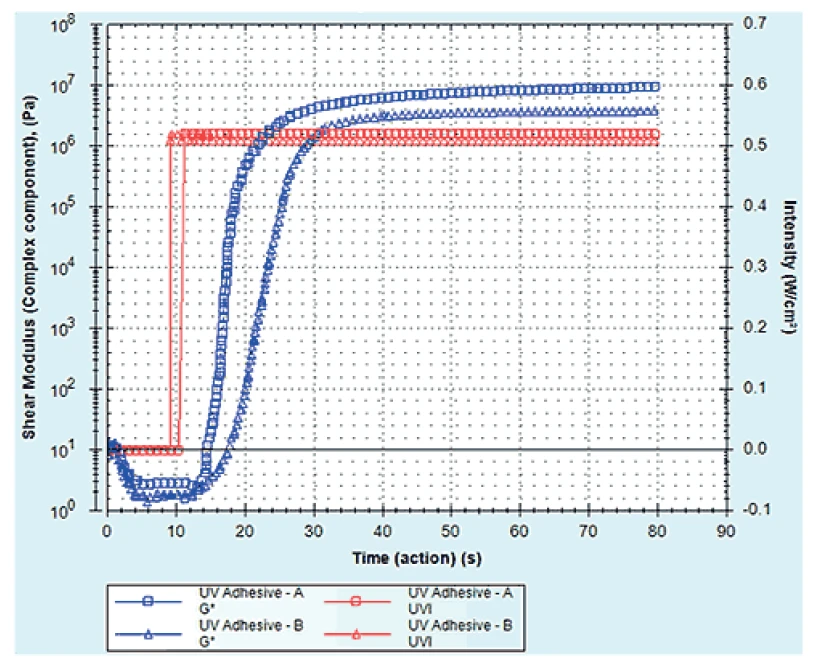
Kuvassa 3 esitetään kahden erilaisen tyypillisen optisissa sovelluksissa käytettävän UV-liiman ristisilloituskinetiikan laadullinen vertailu. UV-reaktion nopeudesta johtuen Kompleksinen leikkausmoduuli (G*)Leikkauskerroin mittaa materiaalin jäykkyyttä. kompleksinen leikkausmoduuli (G*) nousee nopeasti UV-sulkimen avaamisen jälkeen. Vaikka valmiiksi kovetettujen liimojen kompleksiset moduulit ovat samankaltaisia, ristisilloittumisnopeus on merkittävästi erilainen. Liima - B:n moduuli on pienempi plateau-alueella kuin liima - A:n, mikä osoittaa, että ristisilloittumistiheys ja vastaava jäykkyys, joka saavutetaan kovettumisen lopussa, kun asetettu säteilytaso on 0,5 W/cm2, on pienempi kuin liima - A:lla.
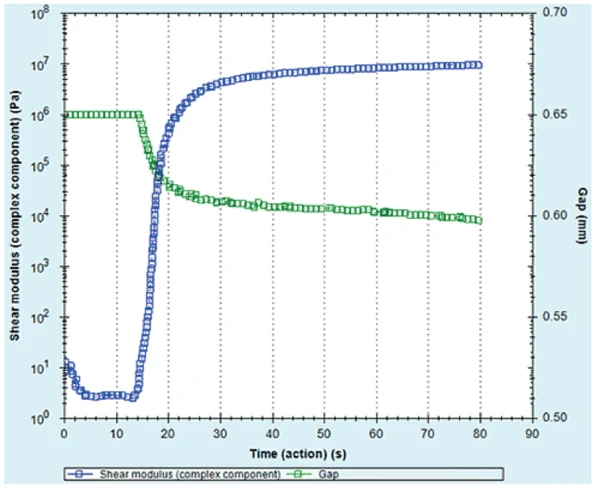
Monien UV-liimojen kohdalla silloittumisesta johtuva kutistuminen on yksi tärkeimmistä parametreista, joka ratkaisee suorituskyvyn hyväksyttävyyden loppukäyttösovelluksissa. Kuvassa 4 esitetään liima-A:n kutistumistiedot, jotka on mitattu jatkuvalla normaalivoimalla. rSpace -ohjelmisto on suunniteltu käsittelemään tätä kutistumista siten, että käyttäjä voi valita raon ohjauksen automaattisessa jännitystilassa ennalta valitulla normaalivoimalla. Näytteen kuormittamiseen käytettiin raon asetustilaa; kovettumistestin aikana käytettiin kuitenkin nollanormaalivoimaa, joka salli levyn vapaan liikkeen näytteen supistuessa. Kuvassa 4 esitettyjen tulosten perusteella liima - A kutistuu 8 prosenttia kovettumisen loppuvaiheessa.
Päätelmä
Tässä sovellusohjeessa kuvataan, miten UV-kovettuvien materiaalien reologisten ominaisuuksien in-situ-ominaisuuksien karakterisointi voidaan suorittaa Kinexus-rotaatioreometrillä, jossa on UV-kovetuslisälaite. Tällaisista mittauksista voidaan seurata ristisilloittumisnopeutta ja kovettumisen jälkeistä kutistumista.