소개
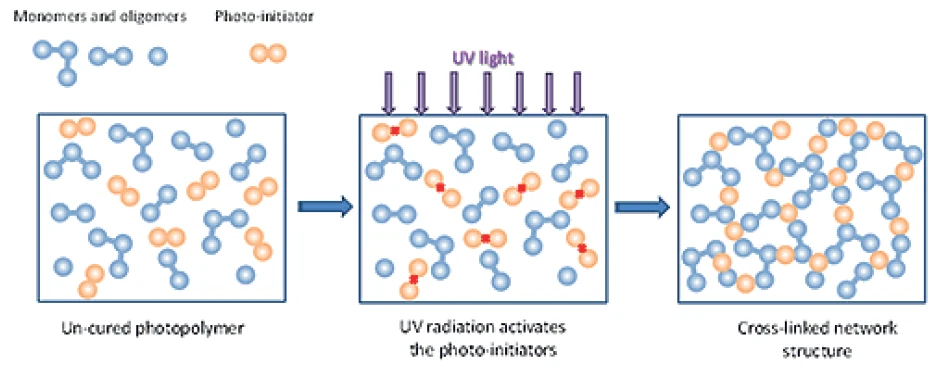
광폴리머는 일반적으로 단량체, 올리고머, 광개시제로 구성되며, 빛에 노출되면 가교 결합하여 네트워크 구조를 형성하는데, 주로 전자기 스펙트럼의 자외선 또는 가시광선 영역에서 이루어집니다(그림 1 참조). 광경화는 열 경화에 비해 상대적으로 빠른 공정이므로 고에너지 광원을 사용하여 선택적으로 경화할 수 있어 회로 기판 인쇄 및 마이크로칩 제조에 적합합니다. 광폴리머는 의료, 3D 프린팅, 코팅, 접착제 및 프로토 레지스트 기술에서 널리 사용됩니다[1].
유변학 측정은 일반적으로 광경화 중 광폴리머의 점탄성 특성의 진행을 특성화하는 데 사용됩니다. 복합 계수(G*)의 변화를 측정하여 가교 속도를 추정할 수 있습니다. 또한 광폴리머는 모노머 농도에 따라 경화 후 상당한 수축을 보이는 경향이 있습니다. 레오미터의 정상 힘 제어 기능을 사용하면 경화 중 일정한 힘을 가했을 때 간격의 변화로부터 수직 수축을 측정할 수 있습니다. 이는 경화 후 수축 비율을 계산하는 데 사용할 수 있습니다. 광폴리머의 가교 동역학은 자외선의 강도와 노출 시간에 따라 매우 크게 달라지는 경향이 있습니다. 광선의 강도는 조사 표면으로부터의 거리에 따라 감소한다는 점도 염두에 두어야 합니다.
실험적
- 권장 공정 조건에서 두 가지 다른 UV 경화 접착제의 가교 및 경화 후 수축 속도를 평가하고 비교했습니다.
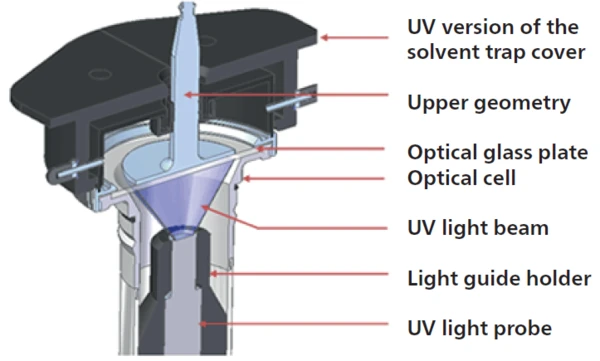
- 회전 레오미터 측정은 실린더 카트리지에 부착된 UV 액세서리가 있는 키넥서스 회전 레오미터를 사용하여 수행했습니다. 액체 접착제를 석영 유리판에 분사하여 자외선을 조사했습니다(그림 2 참조). 유변학 측정을 위해 일회용 평행 플레이트 측정 시스템을 사용했습니다.
- 시료의 두께는 0.65mm이고 1Hz에서 0.1%의 제어 변형률에서 단일 주파수 진동 측정이 수행되었습니다.
- 표준 로딩 시퀀스를 사용하여 두 시료가 일관되고 제어 가능한 로딩 프로토콜을 거쳤는지 확인했습니다.
- OmniCure® 시료에 자외선을 비추기 위해 직경 8mm의 액체 라이트 가이드( OmniCure® )와 함께 2000 시리즈 UV/가시 스팟 경화 장치를 사용했습니다. 광원의 파장은 320nm - 500nm입니다. 경화 장치는 보정 모드에서 사용되었고 OmniCure® R2000 방사선계는 UV 출력 강도를 보정하는 데 사용되었습니다.
- rSpace 소프트웨어는 RS232 연결을 통해 OmniCure® S2000 경화 장치와 통신하도록 구성되어 있으며 소프트웨어에서 미리 구성된 표준 시퀀스를 실행하여 출력 강도를 제어할 수 있습니다1. 경화 테스트에는 0.5W/cm2의 UV 강도가 사용되었습니다.
- 모든 유변학 측정은 25°C에서 수행되었으며 유리판과 도광판 끝 사이의 거리는 동일하게 유지되었습니다.
- 가교가 진행됨에 따라 시료 내 수축으로 인해 수직축을 따라 자유롭게 움직일 수 있도록 시료에 일정한 0N의 정상 힘을 제어했습니다.
- OmniCure® S2000은 rSpace 소프트웨어를 통해 제어되었으므로 UV 강도 프로파일과 함께 관심 있는 유변학적 파라미터를 기록할 수 있었습니다.
결과 및 토론
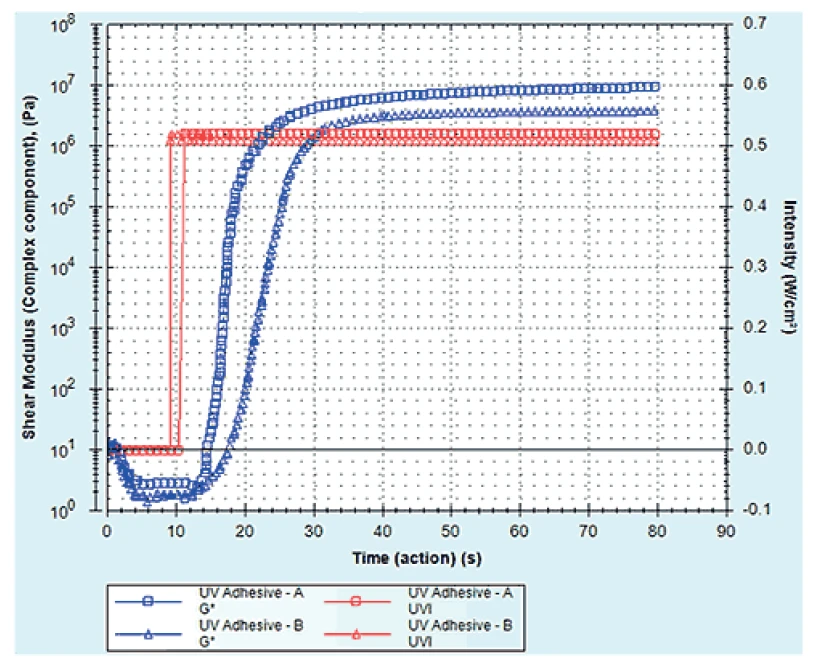
그림 3은 광학 애플리케이션에 사용되는 두 가지 일반적인 UV 접착제의 가교 동역학을 정성적으로 비교한 것입니다. UV 반응의 속도로 인해 UV 셔터가 열린 후 복합 전단 계수(G*)가 빠르게 상승합니다. 사전 경화된 접착제의 복합 전단 계수는 비슷하지만 가교 속도는 크게 다릅니다. 접착제-B는 접착제-A보다 고원 영역에서 더 낮은 계수를 나타내며, 이는 0.5W/cm2의 조사 수준을 설정한 상태에서 경화 종료 시 도달할 수 있는 가교 밀도와 해당 강성이 접착제-A보다 낮음을 나타냅니다.
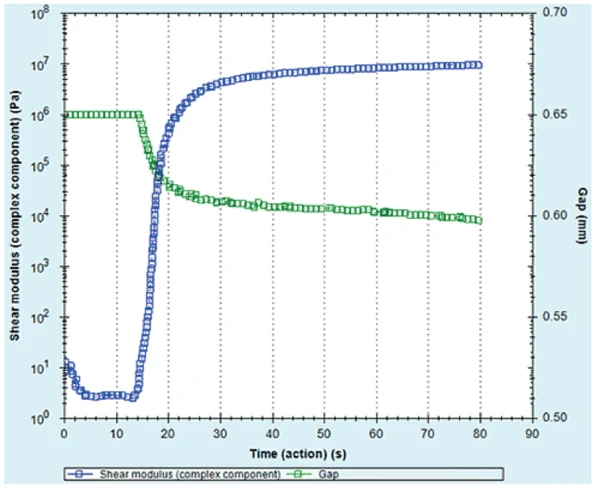
많은 UV 접착제의 경우 가교로 인한 수축은 최종 사용 용도에 대한 성능 수용성을 결정하는 주요 매개변수 중 하나입니다. 그림 4는 일정한 정상 힘으로 측정한 접착제-A의 수축 데이터를 보여줍니다. rSpace 소프트웨어는 사용자가 미리 선택한 정상 힘으로 자동 장력 모드에서 간격을 제어하도록 선택하여 이러한 수축을 처리할 수 있도록 설계되었습니다. 갭 설정 모드는 샘플을 로드하는 데 사용되었지만, 경화 테스트 중에는 샘플이 수축할 때 플레이트가 자유롭게 움직일 수 있도록 제로 정상력이 적용되었습니다. 그림 4의 결과에 따르면 접착제 - A는 경화가 끝날 무렵 8%의 수축을 보였습니다.
결론
이 애플리케이션 노트는 UV 경화 액세서리가 포함된 Kinexus 회전 레오미터에서 UV 경화 재료의 유변학적 특성을 현장에서 특성화하는 방법을 보여줍니다. 이러한 측정을 통해 가교 결합 속도와 경화 후 수축을 추적할 수 있습니다.