Johdanto
Materiaalien reologiset ominaisuudet auttavat ymmärtämään ja ennakoimaan niiden käyttäytymistä niiden käsittelyn aikana. Ne vaikuttavat esimerkiksi voitelurasvojen voitelukykyyn, pumpattavuuteen ja virtausasteeseen (saanto/pudotuspiste).
Voitelurasvan leikkausviskositeetin mittaus standardin DIN 51810-1 mukaisesti on kuvattu standardissamme AN 222 [1]. Seuraavassa määritetään tämän materiaalin saanto- ja virtausrajat Kinexus pro+ -laitteella DIN51810-2:ssa määrättyjä mittausolosuhteita käyttäen.
Mittausolosuhteet
Taulukossa 1 esitetään yhteenveto tässä standardissa määritellyistä testiparametreista [2]. Siinä kuvataan kaksi eri menetelmää: Amplitudipyyhkäisy voi olla venymä- tai jännitysohjattu, mikä vastaa menetelmiä A ja B. Tässä työssä käytetään molempia menetelmiä.
Taulukko 1: Mittausolosuhteet
| Mittaustyyppi | Värähtely | |
| Geometria | PP25 (rinnakkainen levyjärjestelmä, halkaisija 25 mm) | |
| Lämpötila | 25 °C (±0,1 °C) | |
| Trimmausväli | 1.025 mm | |
| Mittausväli | 1 mm | |
| Taajuus | 1.59 Hz (vastaa kulmataajuutta ω = 10 rad/s) | |
| Menetelmä A: Amplitudinen venymäpyyhkäisy | 0.01-100 % | |
| Menetelmä B: Amplitudijännityksen pyyhkäisy | 0-1 000 Pa | |
Mittaustulokset
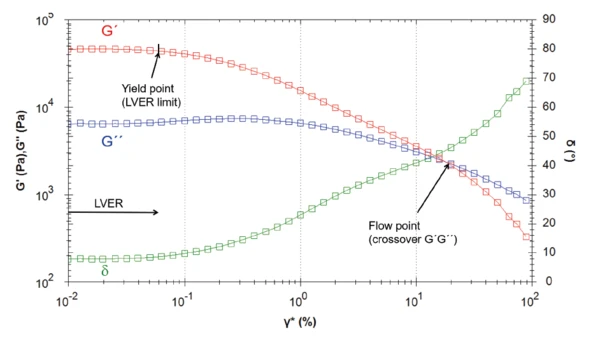
Kuvassa 1 on esitetty kimmo- ja viskoosileikkausmoduulin G´ ja G" käyrät sekä vaihekulmakäyrä amplitudimuutoksen pyyhkäisyn aikana. Pienillä muodonmuutoksilla rasva on lineaarisella viskoelastisella alueella (Lineaarinen viskoelastinen alue (LVER)LVER:ssä käytetyt jännitykset eivät riitä aiheuttamaan rakenteen hajoamista (myötäämistä), ja näin ollen mitataan tärkeitä mikrorakenteellisia ominaisuuksia.LVER), kuten leikkausmoduulikäyrien tasosta voidaan päätellä. Tällöin G´:n ja G":n arvot ovat vakioita, koska leikkausjännitys ja leikkausjännitys ovat verrannollisia; käytetyt jännitykset eivät johda näytteen rakenteen hajoamiseen. Tällä alueella elastinen komponentti on suurempi kuin viskoosinen, joten kiinteän aineen kaltaiset ominaisuudet hallitsevat rasvan nestemäisiä ominaisuuksia valituissa mittausolosuhteissa. Tämä käyttäytyminen voidaan päätellä myös siitä, että vaihekulman käyrä on alle 45° (ks. vaihekulman kuvaus vihreässä laatikossa).
Kun muodonmuutos on 0,1 %, kimmomoduulikäyrä (punainen) alkaa laskea. Tämä vaikutus liittyy näytteen liittyvän (sisäisen) rakenteen hajoamisen alkamiseen ja osoittaa Lineaarinen viskoelastinen alue (LVER)LVER:ssä käytetyt jännitykset eivät riitä aiheuttamaan rakenteen hajoamista (myötäämistä), ja näin ollen mitataan tärkeitä mikrorakenteellisia ominaisuuksia.LVER-alueen (Linear Viscoelastic Region) loppua. Tämän alueen raja määritellään myötörajaksi tai myös lineaarisuusrajaksi, jossa leikkausvenymä (γY) ja leikkausjännitys (σY) voidaan määrittää (ks. taulukko 2).
Jännityksen edelleen kasvattaminen johtaa G´:n ja G":n ylittymiseen. Tämä piste voidaan määritellä rasvan virtauspisteeksi. Niihin liittyviä leikkausjännityksiä kutsutaan γF:ksi ja σF:ksi. Jos materiaaliin kohdistetaan virtauspistettä suurempia rasituksia, se alkaa virrata valituissa mittausolosuhteissa eli käytetyllä taajuudella.
Myötö-virtausindeksi määritellään σF/σγ. Tämä arvo antaa tietoa rasvan haurausasteesta. Tässä tapauksessa se on paljon suurempi kuin 1, mikä osoittaa, että rasva käyttäytyy kestävästi. Taulukossa 2 esitetään yhteenveto kaikista rasvan mittauksessa määritetyistä arvoista.
Vaihekulma
Vaihekulma on materiaalin viskoosisten ja elastisten ominaisuuksien todellinen mitta. Se vaihtelee 0°:sta täysin elastisen materiaalin ja 90°:sta täysin viskoosin materiaalin välillä.
Taulukko 2: Mittauksen arviointi
Virtauspiste = G':n ja G":n käyrän leikkauspiste | Leikkausjännityksen arvo | σF | 597 Pa |
| Leikkausjännityksen arvo | γF | 17.8% | |
Myötöraja = Lineaarinen viskoelastinen alue (LVER)LVER:ssä käytetyt jännitykset eivät riitä aiheuttamaan rakenteen hajoamista (myötäämistä), ja näin ollen mitataan tärkeitä mikrorakenteellisia ominaisuuksia.LVER-alueen raja | Leikkausjännityksen arvo | σγ | 27.3 Pa |
| Leikkausvenymän arvo | γγ | 0.06% | |
Myötö-virtaus siirtymäindeksi | σF/σγ | 22 | |
Elastinen leikkauskerroin | G' | 4.37-104 Pa | |
Viskoosinen leikkauskerroin | G" | 6.73-103 Pa | |
Vaihekulma | δ | 8.76 |
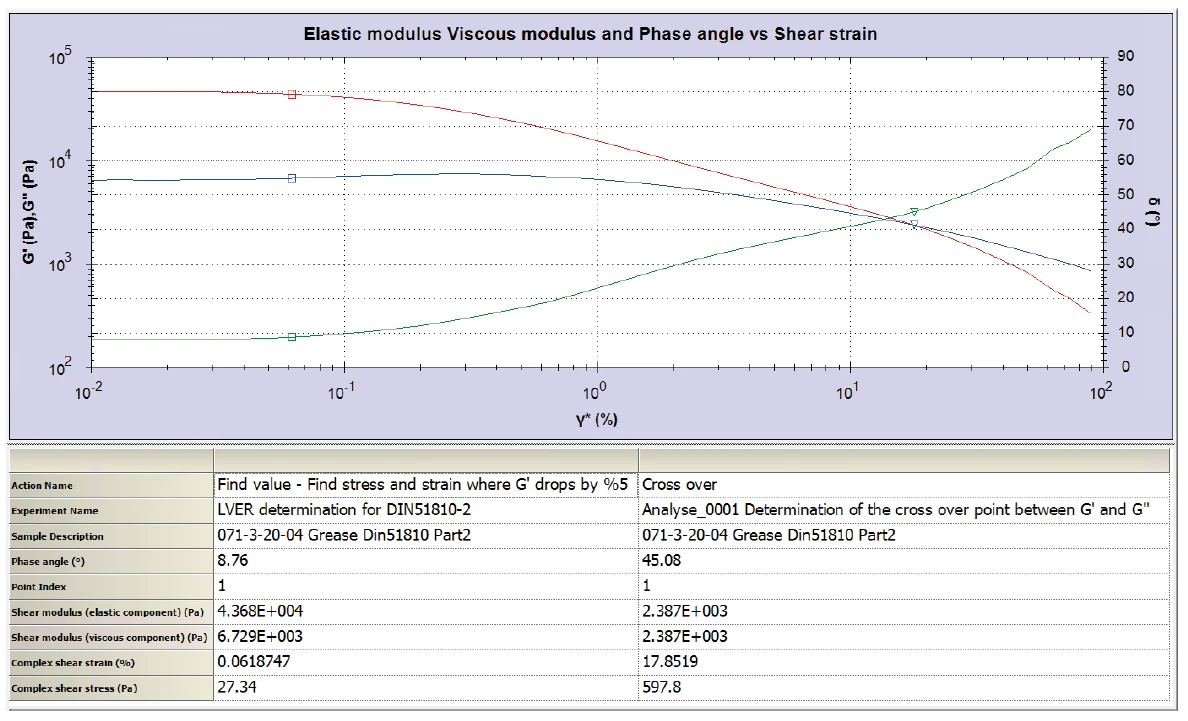
Kuten kuvassa 2 näkyy, rSpace -ohjelmisto pystyy arvioimaan vaaditut arvot automaattisesti heti mittauksen päätyttyä.
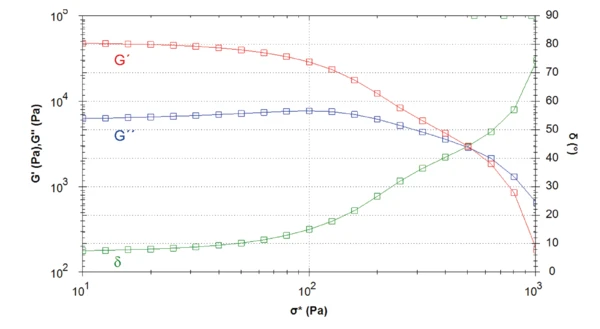
Kuvassa 3 esitetään amplitudijännityksen pyyhkäisymittauksesta (DIN 51810-2:ssa kuvattu menetelmä B) saadut käyrät.
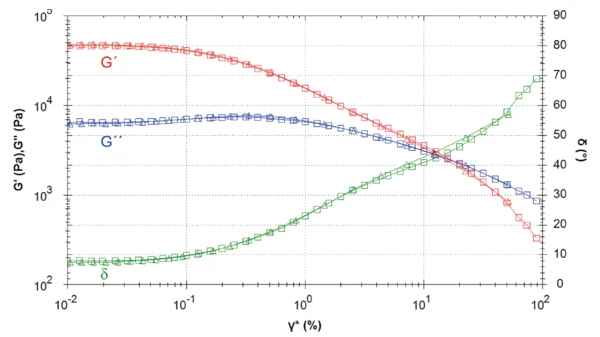
Käytetyn leikkausjännityksen aiheuttama venymä voidaan myös näyttää x-akselilla käyrien paremman vertailun varmistamiseksi (kuva 4). Se osoittaa mittausten hyvän toistettavuuden.
Päätelmä
DIN51810:n toisen osan mukaiset testit tehtiin voitelurasvalle. Myöhemmin suoritettu arviointi saanto- ja virumispisteen määrittämiseksi tehtiin automaattisesti rSpace -ohjelmistolla.