Inledning
Materialens reologiska egenskaper hjälper till att förstå och förutse deras beteende under bearbetningen. De spelar t.ex. en roll för smörjförmågan, pumpbarheten och flödespunkten (yield/drop) hos smörjfetter.
Mätning av skjuvviskositeten hos ett smörjfett enligt standarden DIN 51810-1 beskrivs i vår AN 222 [1]. I det följande bestäms utbytes- och flödespunkterna för detta material med Kinexus pro+ med hjälp av de mätförhållanden som anges i DIN51810-2.
Mätförhållanden
I tabell 1 sammanfattas de testparametrar som anges i denna standard [2]. Två olika metoder beskrivs: Amplitudsvepet kan vara töjnings- eller spänningskontrollerat, vilket motsvarar metod A respektive B. I detta arbete används båda metoderna.
Tabell 1: Mätförhållanden
| Typ av mätning | Oscillation | |
| Geometri | PP25 (system med parallella plattor, diameter: 25 mm) | |
| Temperatur | 25°C (±0,1°C) | |
| Trimning mellanrum | 1.025 mm | |
| Spalt för mätning | 1 mm | |
| Frekvens | 1.59 Hz (motsvarar en vinkelfrekvens ω = 10 rad/s) | |
| Metod A: Sweep av amplitudtöjning | 0.01 till 100 | |
| Metod B: Spänningssvep med amplitud | 0 till 1 000 Pa | |
Resultat av mätning
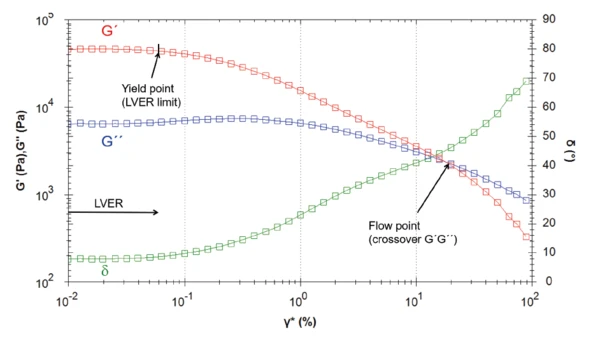
Figur 1 visar de elastiska och viskösa skjuvmodulkurvorna G´ och G" tillsammans med fasvinkelkurvan under amplitudtöjningssvepet. Vid låga deformationer befinner sig smörjfettet i det linjära viskoelastiska området (Linjär viskoelastisk region (LVER)I LVER är de pålagda spänningarna otillräckliga för att orsaka strukturell nedbrytning (yielding) av strukturen och därför mäts viktiga mikrostrukturella egenskaper.LVER), vilket framgår av skjuvmodulkurvornas platå. Här är värdena för G´ och G" konstanta, eftersom skjuvspänningen och skjuvtöjningen är proportionella; de pålagda töjningarna leder inte till att provets struktur bryts ned. I detta intervall är den elastiska komponenten högre än den viskösa, så att de fastliknande egenskaperna dominerar över fettets vätskeliknande egenskaper för de valda mätförhållandena. Detta beteende kan också utläsas av att fasvinkelkurvan är lägre än 45° (se beskrivning av fasvinkeln i den gröna rutan).
Från en deformation på 0,1% börjar elasticitetsmodulkurvan (röd) att minska. Denna effekt är relaterad till början av nedbrytningen av provets associerade (interna) struktur och indikerar slutet på Linjär viskoelastisk region (LVER)I LVER är de pålagda spänningarna otillräckliga för att orsaka strukturell nedbrytning (yielding) av strukturen och därför mäts viktiga mikrostrukturella egenskaper.LVER (Linear Viscoelastic Region). Gränsen för detta område definieras som flytgräns eller också linjäritetsgräns vid vilken skjuvtöjningen (γY) och skjuvspänningen (σY) kan bestämmas (se tabell 2).
En ytterligare ökning av töjningen leder till en korsning av G´ och G". Denna punkt kan definieras som fettets flödespunkt. Den relaterade skjuvtöjningen och skjuvspänningen kallas γF respektive σF. Om materialet utsätts för töjningar som är högre än flytpunkten kommer det att börja flyta under de valda mätförhållandena, dvs. vid den använda frekvensen.
Flytindex definieras som σF/σγ. Detta värde ger information om fettets sprödhet. I det här fallet är det mycket högre än 1, vilket visar att fettet har ett uthålligt beteende. I tabell 2 sammanfattas alla värden som bestämts med mätningen på fett.
Fasvinkel
Fasvinkeln är ett verkligt mått på de viskösa och elastiska egenskaperna hos ett material. Den sträcker sig från 0° för ett helt elastiskt material till 90° för ett helt visköst material.
Tabell 2: Utvärdering av mätningen
Flödespunkt = korsningspunkten för kurvorna G' och G" | Värde för skjuvspänning | σF | 597 Pa |
| Värde för skjuvtöjning | γF | 17.8% | |
Utbytespunkt = gräns för Linjär viskoelastisk region (LVER)I LVER är de pålagda spänningarna otillräckliga för att orsaka strukturell nedbrytning (yielding) av strukturen och därför mäts viktiga mikrostrukturella egenskaper.LVER-intervallet | Värde för skjuvspänning | σγ | 27.3 Pa |
| Värde för skjuvtöjning | γγ | 0.06% | |
Index för övergång mellan flyt och sträcka | σF/σγ | 22 | |
Elastisk skjuvmodul | G' | 4.37-104 Pa | |
Viskös skjuvmodul | G" | 6.73-103 Pa | |
Fasvinkel | δ | 8.76 |
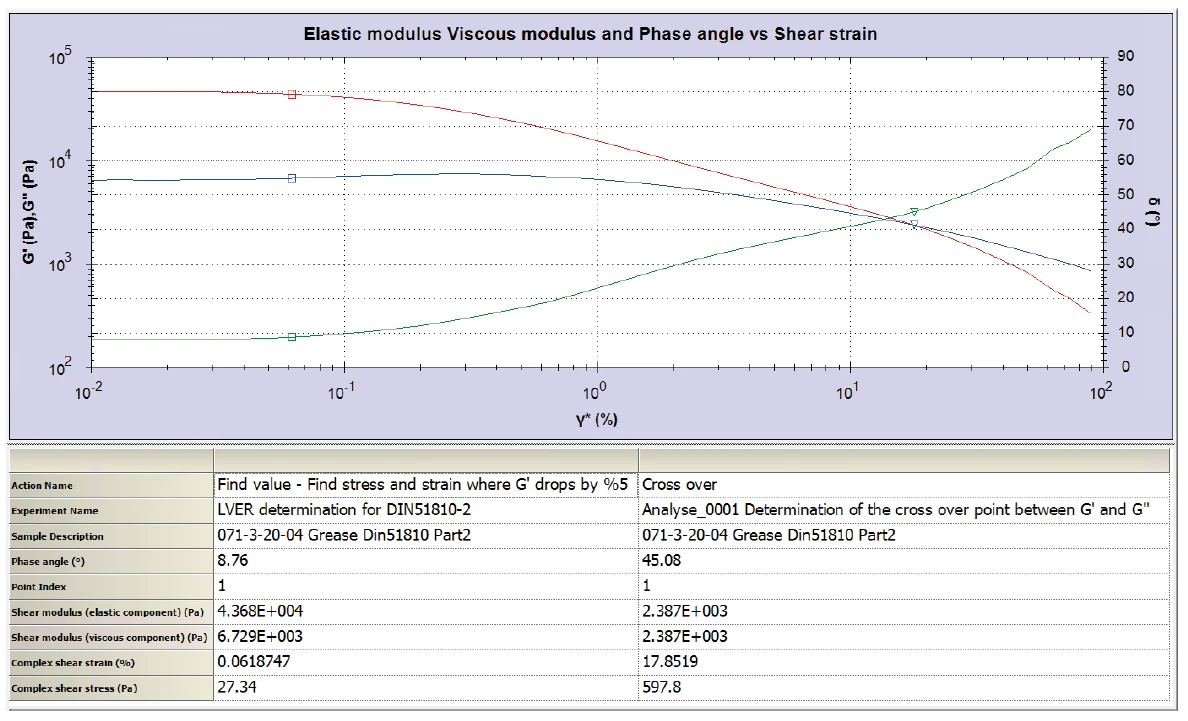
Som visas i figur 2 kan programvaran rSpace automatiskt utvärdera de nödvändiga värdena så snart mätningen är klar.
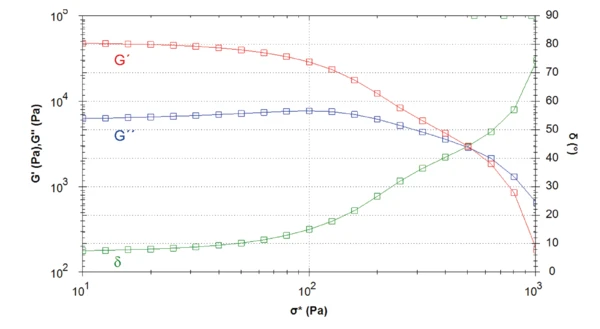
Figur 3 visar kurvorna från mätningen med amplitudspänningssvep (metod B enligt DIN 51810-2).
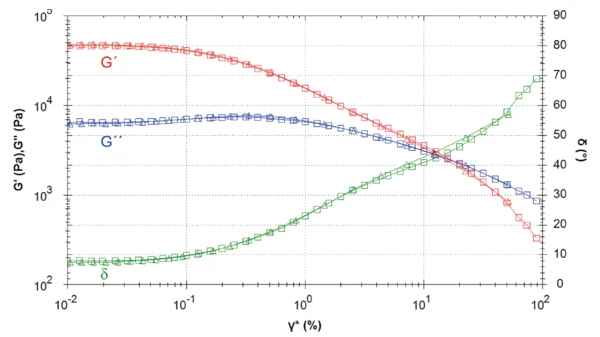
Den töjning som induceras av den applicerade skjuvspänningen kan också visas på x-axeln för bättre jämförelse av kurvorna (figur 4). Det visar den goda repeterbarheten hos mätningarna.
Slutsats
Tester enligt den andra delen av DIN51810 utfördes på ett smörjfett. Den efterföljande utvärderingen för bestämning av utbytes- och flödespunkten utfördes automatiskt av programvaran rSpace.