18.01.2021 by Dennis Glinski, Wilo SE, Dr. Natalie Rudolph
Wilo: Parempi suorituskyky kuituvahvisteisilla 3D-tulostetuilla komponenteilla
Wilo SE valmistaa maailmanlaajuisesti pumppuja ja pumppujärjestelmiä talotekniikkaan, koko vesihuoltoketjuun ja teollisuuteen. Ei ole yllätys, että Wilo työskentelee huipputeknologian, kuten additiivisen valmistuksen, parissa. Lue, miten he käyttävät NETZSCH DSC 214 Polyma -laitetta uusien materiaalivalintojen lämpökäyttäytymisen ymmärtämiseen.
Wilo SE valmistaa maailmanlaajuisesti pumppuja ja pumppujärjestelmiä talotekniikkaan, koko vesihuoltoketjuun ja teollisuuteen. Yrityksellä on pitkä historia menestyksekkäistä innovaatioista, jotka perustuvat vahvaan tietopohjaan ja tulevaisuuden teknologia- ja markkinavaatimusten tuntemukseen. Tämä edellyttää voimakasta keskittymistä tutkimus- ja kehitystyöhön sekä parhaita laitteita työn tekemiseen.
Ei ole yllätys, että Wilo työskentelee huipputeknologian, kuten additiivisen valmistuksen, jota kutsutaan myös 3D-tulostukseksi, parissa kehittääkseen tulevaisuuden tuotteita. Eräässä hankkeessa käytetään SLS-tekniikkaa (Selective Laser Sintering), jonka tiedetään tuottavan korkealaatuisia rakennepolymeeriosia, joilla on monimutkainen geometria, sisäiset rakenteet ja ohuet seinämät. Työkaluton tuotanto ilman materiaalihäviöitä, kehitysprosessien lyhentäminen sekä ruiskuvalettuihin osiin verrattavat mekaaniset ominaisuudet tekevät SLS:stä sopivan vaihtoehdon monille työkappaleille ja jopa kokonaisille kokoonpanoille. Lisäksi jotkin ontot geometriat ovat itse asiassa toteutettavissa vain jauhepohjaisella additiivisella valmistusprosessilla.
SLS-prosessissa laser sulattaa paikallisesti small polymeerijauhehiukkaset homogeeniseksi kerrokseksi, ja tämä toistetaan kerros kerrokselta, kunnes koko kappale on sulanut. Ympäröivä rakennuskammio pitää materiaalin korkeassa lämpötilassa kiteytymisen estämiseksi, kunnes koko osa on valmis. Vasta sitten osa jäähdytetään. Polymeerijauheen tarkka sulamis- ja kiteytymiskäyttäytyminen on siis tunnettava, jotta voidaan määritellä prosessiasetukset tietylle materiaalille.
Jotta voidaan kehittää uusia materiaaleja, joilla on kaikki uudelle tuotteelle vaaditut ominaisuudet, on ymmärrettävä tämä lämpökäyttäytyminen.
NETZSCH DSC214 Polymatarjosi ratkaisun
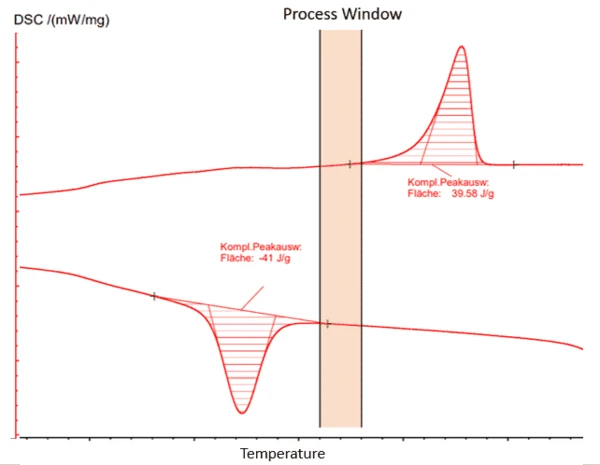
Kaikki uudet materiaalivaihtoehdot kuituvahvisteen kanssa ja ilman kuituvahvistusta karakterisoitiin NETZSCH DSC 214 Polyma -laitteella suorittamalla dynaamisia mittauksia huoneenlämpötilasta 70 K:n lämpötilaan sulan lämpötilan yläpuolelle käyttäen lämmitys- ja jäähdytysnopeutta 20 K/min. Tuloksena saatu kuvaaja ja prosessi-ikkuna on esitetty kuvassa 1. Hystereesi sulamisen alkamisen ja kiteytymisen alkamisen välillä on pienempi kuin tyypillisesti käytetyllä PA12:lla. Tämä tarkoittaa, että prosessi-ikkuna on vain noin 20 K verrattuna PA12:n noin 30 K:een.
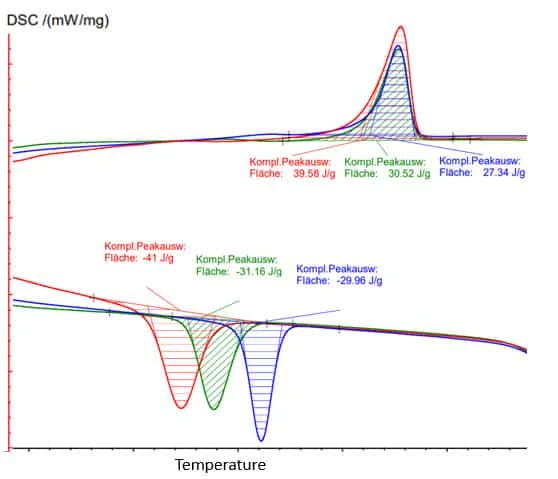
Kuvassa 2 esitetään lasi- ja hiilikuitujen vaikutus kiteytymisen alkamiseen. Molemmat kuidut (sininen: CF, vihreä: GF) toimivat ydintymiskohteina ja siirtävät kiteytymisen alkamista korkeampiin lämpötiloihin, jolloin prosessiikkuna kapenee entisestään. Tämä on tärkeää Identify sopivimman rakentamislämpötilan löytämiseksi, ja se vaatii paljon asiantuntemusta prosessin optimoinnissa. Jos lämpötila on lähellä sulamisen alkamista, ympäröivät kiinteät jauheet alkavat sintraantua kuumaan, sulaan kappaleeseen. Tätä vaikutusta kutsutaan sivuttaiseksi kasvuksi. Jos lämpötila on lähellä kiteytymisen alkamista, syyllistyminen voi olla ongelma. Tätä kutsutaan usein käyristymiseksi. Yksi selitys lasi- ja hiilikuitujen kiteytymisen alkamisen erolle voi olla näiden kahden eri kuidun pinta-alan ja tilavuuden suhde. Koska hiilikuitujen halkaisija on noin 7 µm ja käytetyn lasikuidun halkaisija on noin 11 µm, hiilikuiduilla on hieman enemmän pinta-alaa, joka voi toimia ydintymiskohteina samalla tilavuuspitoisuudella seoksessa.
Jos kiinnostavan materiaalin sulamislämpötilan ja kiteytymislämpötilan välinen hystereesi on hyvin small, voidaan tehdä isotermisiä kiteytymistutkimuksia kiteytymisnopeuden analysoimiseksi yksityiskohtaisemmin tai vertailla eri seoksia, joilla on muuten samanlaiset ominaisuudet, parhaan seoksen löytämiseksi select.
“DSC 214 Polyma on helppokäyttöinen, ja se antoi meille kaikki tarvittavat tiedot, jotta voimme valmistaa osia onnistuneesti uusista jauheista. Yhdessä niiden tietojen kanssa, joita saimme NETZSCH'n sovellusasiantuntijoiden kanssa käymissämme keskusteluissa, pystyimme select löytämään sopivimmat materiaalit kehitystyön jatkamista varten”
Haluatko oppia lisää SLS-jauheiden karakterisoinnista?
Aiemmissa artikkeleissa käsittelimme seuraavia aiheita:
Tietoja Wilo Groupista
Wilo Group on yksi maailman johtavista premium-pumppujen ja pumppujärjestelmien toimittajista talotekniikan, vesihuollon ja teollisuuden aloille. Yrityksen innovatiiviset ratkaisut, älykkäät tuotteet ja yksilölliset palvelut siirtävät vettä älykkäästi, tehokkaasti ja ilmastoystävällisesti. Lisäksi se edistää merkittävästi ilmastonsuojelua kestävän kehityksen strategian avulla ja yhdessä kumppaneiden kanssa (Lähde).