18.01.2021 by Dennis Glinski, Wilo SE, Dr. Natalie Rudolph
Wilo: migliori prestazioni con i componenti stampati in 3D rinforzati con fibra
Wilo SE è un produttore mondiale di pompe e sistemi di pompaggio per l'edilizia, l'intera catena di gestione dell'acqua e l'industria. Non sorprende che Wilo lavori con tecnologie all'avanguardia come l'Additive Manufacturing. Scoprite come utilizza NETZSCH DSC 214 Polyma per comprendere il comportamento termico di nuovi materiali.
Wilo SE è un produttore mondiale di pompe e sistemi di pompaggio per l'edilizia, l'intera catena di gestione dell'acqua e l'industria. L'azienda vanta una lunga storia di innovazioni di successo basate su una solida base di conoscenze e sull'intuizione delle future esigenze tecnologiche e di mercato. Ciò richiede una forte attenzione alla ricerca e allo sviluppo e alle migliori attrezzature per svolgere il lavoro.
Non sorprende che Wilo stia lavorando con tecnologie all'avanguardia come l'Additive Manufacturing, detta anche stampa 3D, per sviluppare i prodotti di domani. In un progetto, viene utilizzata la SinterizzazioneLa sinterizzazione è un processo di produzione per la formazione di un corpo meccanicamente resistente a partire da una polvere ceramica o metallica. sinterizzazione laser (SLS) di Select, nota per produrre parti strutturali in polimero di alta qualità con geometrie complesse, strutture interne e pareti sottili. La produzione senza utensili e senza perdita di materiale, la riduzione dei processi di sviluppo e le proprietà meccaniche paragonabili a quelle dei pezzi stampati a iniezione rendono la SLS un'alternativa adatta a molti pezzi e persino a interi gruppi. Inoltre, alcune geometrie cave sono realizzabili solo con un processo di produzione additiva a base di polveri.
Il processo SLS utilizza un laser per fondere localmente small particelle di polvere polimerica per formare uno strato omogeneo e questo viene ripetuto strato per strato fino a quando l'intero pezzo è fuso. La camera di costruzione circostante mantiene il materiale a temperature elevate per impedire la CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione fino a quando l'intero pezzo non è finito. Solo allora il pezzo viene raffreddato. Pertanto, per definire le impostazioni del processo per un determinato materiale, è necessario conoscere l'esatto comportamento di Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). fusione e CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione della polvere polimerica.
Per sviluppare nuovi materiali che possiedano tutte le proprietà richieste per un nuovo prodotto, è necessario comprendere questo comportamento termico.
Il DSC NETZSCH 214 Polymaha fornito la soluzione
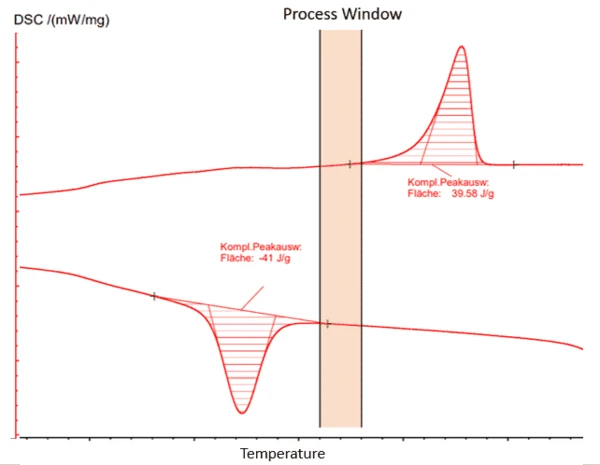
Tutte le nuove scelte di materiali con e senza rinforzo in fibra sono state caratterizzate utilizzando un DSC 214NETZSCH Polyma eseguendo misurazioni dinamiche da temperatura ambiente a 70 K sopra la temperatura di fusione utilizzando una velocità di riscaldamento e raffreddamento di 20 K/min. Il grafico risultante e la finestra di processo sono rappresentati nella Figura 1. L'isteresi tra l'inizio della fusione e l'inizio della cristallizzazione è smaller rispetto alla PA12 tipicamente utilizzata. Ciò significa che la finestra di processo è solo di circa 20 K rispetto ai circa 30 K del PA12.
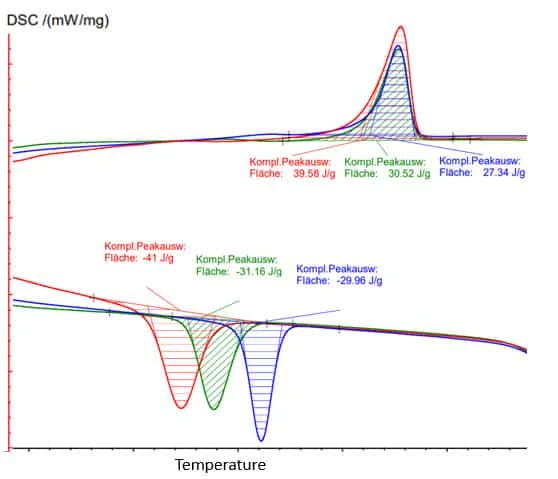
La Figura 2 mostra l'effetto delle fibre di vetro e di carbonio sull'inizio della CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione. Entrambe le fibre (blu: CF, verde: GF) agiscono come siti di nucleazione e spostano l'inizio della CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione a temperature più elevate, rendendo la finestra di processo ancora più stretta. Questo aspetto è importante per identificare la temperatura di costruzione più adatta e richiede lots di esperienza nell'ottimizzazione del processo. A temperature prossime all'inizio della Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). fusione, le polveri solide circostanti iniziano a sinterizzare sulla parte calda e fusa. Questo effetto è chiamato crescita laterale. A temperature prossime all'inizio della CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione, la deformazione può essere un problema. Questo fenomeno è spesso chiamato arricciamento. Una spiegazione della differenza nell'inizio della CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione. cristallizzazione tra fibre di vetro e di carbonio potrebbe essere il rapporto superficie/volume delle due diverse fibre. Dato che il diametro delle fibre di carbonio è dell'ordine di 7 µm, mentre quello delle fibre di vetro utilizzate è di circa 11 µm, le fibre di carbonio offrono una superficie leggermente maggiore per agire come siti di nucleazione a parità di volume della miscela.
Se l'isteresi tra la Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). temperatura di fusione e la temperatura di CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione. cristallizzazione di un materiale di interesse è molto small, si possono eseguire studi di CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione. cristallizzazione isotermica per analizzare il tasso di CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione. cristallizzazione in modo più dettagliato o confrontare diverse miscele con proprietà altrimenti simili per select la migliore.
“Il DSC 214 Polyma è facile da usare e ci ha fornito tutti i dati necessari per produrre con successo i pezzi con le nuove polveri. Insieme alle conoscenze acquisite durante i colloqui con gli specialisti delle applicazioni di NETZSCH, siamo stati in grado di individuare in select i materiali più adatti per continuare il nostro lavoro di sviluppo”
Volete saperne di più sulla caratterizzazione delle polveri SLS?
Negli articoli precedenti abbiamo trattato i seguenti argomenti:
Informazioni sul Gruppo Wilo
Il Gruppo Wilo è uno dei principali fornitori mondiali di pompe e sistemi di pompaggio per i settori dell'edilizia, della gestione dell'acqua e dell'industria. Le soluzioni innovative, i prodotti intelligenti e i servizi personalizzati dell'azienda movimentano l'acqua in modo intelligente, efficiente e rispettoso del clima. L'azienda sta inoltre dando un importante contributo alla protezione del clima con una strategia di sostenibilità e in collaborazione con i partner (Fonte).