18.01.2021 by Dennis Glinski, Wilo SE, Dr. Natalie Rudolph
Wilo : de meilleures performances grâce aux composants imprimés en 3D et renforcés par des fibres
Wilo SE est un fabricant mondial de pompes et de systèmes de pompage pour le bâtiment, l'ensemble de la chaîne de gestion de l'eau et l'industrie. Il n'est donc pas surprenant que Wilo travaille avec des technologies de pointe telles que la fabrication additive. Découvrez comment ils utilisent le NETZSCH DSC 214 Polyma pour comprendre le comportement thermique des nouveaux matériaux.
Wilo SE est un fabricant mondial de pompes et de systèmes de pompage pour le bâtiment, l'ensemble de la chaîne de gestion de l'eau et l'industrie. L'entreprise a une longue histoire d'innovations réussies basées sur une solide base de connaissances et sur son sens de la technologie future et des exigences du marché. Cela nécessite de mettre l'accent sur la recherche et le développement et de disposer des meilleurs équipements pour mener à bien les tâches à accomplir.
Il n'est donc pas surprenant que Wilo travaille avec des technologies de pointe telles que la fabrication additive, également appelée impression 3D, pour développer les produits de demain. Dans le cadre d'un projet, l'entreprise utilise le FrittageLe frittage est un procédé de production permettant de former un corps mécaniquement résistant à partir d'une poudre céramique ou métallique. frittage sélectif par laser (SLS), connu pour produire des pièces structurelles en polymère de haute qualité avec des géométries complexes, des structures internes et des parois minces. La production sans outil et sans perte de matière, le raccourcissement des processus de développement ainsi que les propriétés mécaniques comparables à celles des pièces moulées par injection font du SLS une alternative appropriée pour de nombreuses pièces et même pour des assemblages entiers. De plus, certaines géométries creuses ne peuvent être réalisées qu'avec un procédé de fabrication additive à base de poudre.
Le procédé SLS utilise un laser pour faire fondre localement small des particules de poudre de polymère afin de former une couche homogène, puis cette opération est répétée couche par couche jusqu'à ce que l'ensemble de la pièce soit fondu. La chambre de construction environnante maintient le matériau à des températures élevées pour empêcher la CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée.cristallisation jusqu'à ce que la pièce entière soit terminée. Ce n'est qu'ensuite que la pièce est refroidie. Il est donc nécessaire de connaître le comportement précis de la poudre de polymère en matière de Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion et de CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée.cristallisation pour définir les paramètres du processus pour un matériau donné.
Afin de développer de nouveaux matériaux qui possèdent toutes les propriétés requises pour un nouveau produit, ce comportement thermique doit être compris.
Le DSC NETZSCH 214 Polymaa apporté la solution
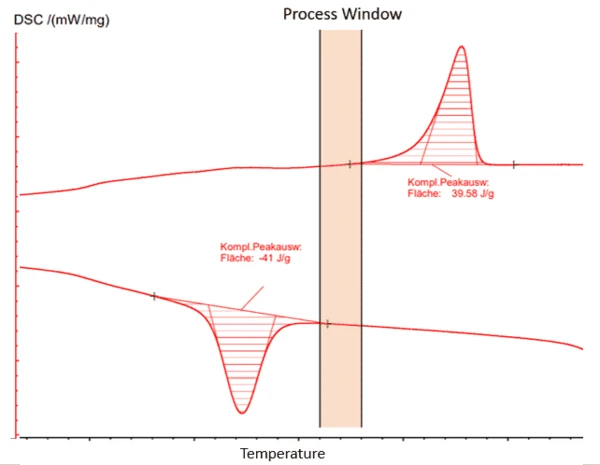
NETZSCH Tous les nouveaux matériaux, avec et sans fibres de renforcement, ont été caractérisés à l'aide d'unDSC 214 Polyma en effectuant des mesures dynamiques de la température ambiante à 70 K au-dessus de la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). température de fusion en utilisant une vitesse de chauffage et de refroidissement de 20 K/min. Le graphique résultant et la fenêtre de processus sont décrits dans la figure 1. L'hystérésis entre le début de la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion et le début de la CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée.cristallisation est plus faible que pour le PA12 généralement utilisé. Cela signifie que la fenêtre de traitement n'est que d'environ 20 K, contre environ 30 K pour le PA12.
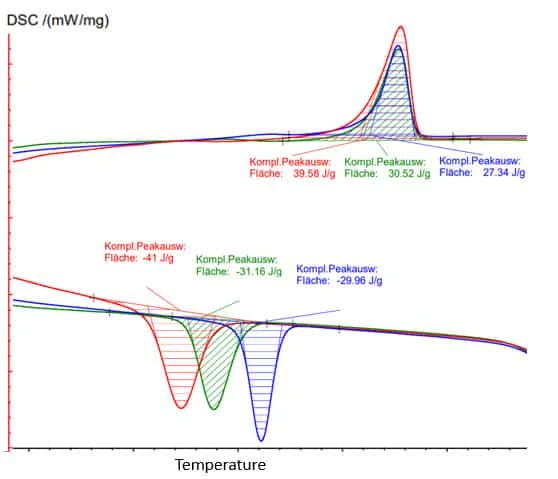
La figure 2 montre l'effet des fibres de verre et de carbone sur le début de la CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée.cristallisation. Les deux fibres (bleu : CF, vert : GF) agissent comme des sites de nucléation et déplacent le début de la CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée.cristallisation vers des températures plus élevées, ce qui réduit encore la fenêtre du processus. Ceci est important pour identifier la température de construction la plus appropriée et nécessite beaucoup d'expertise dans l'optimisation du processus. Pour les températures proches du début de la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion, les poudres solides environnantes commencent à se fritter sur la pièce chaude en Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion. Cet effet est appelé croissance latérale. Pour les températures proches du début de la CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée. cristallisation, le gauchissement peut être un problème. Ce phénomène est souvent appelé "curling". La différence de début de CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée. cristallisation entre les fibres de verre et les fibres de carbone pourrait s'expliquer par le rapport surface/volume des deux fibres. Étant donné que le diamètre des fibres de carbone est de l'ordre de 7 µm et celui de la fibre de verre utilisée d'environ 11 µm, les fibres de carbone offrent une surface légèrement plus grande pour agir comme sites de nucléation pour une même teneur en volume dans le mélange.
Si l'hystérésis entre la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). température de fusion et la température de CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée. cristallisation d'un matériau intéressant est très small, des études de CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée. cristallisation IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme peuvent être réalisées pour analyser le taux de CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée. cristallisation de manière plus détaillée ou pour comparer différents mélanges ayant des propriétés similaires afin de trouver le meilleur mélange ( select ).
“Le DSC 214 Polyma est facile à utiliser et nous a fourni toutes les données pertinentes pour produire avec succès des pièces en utilisant les nouvelles poudres. Grâce aux connaissances acquises lors des discussions avec les spécialistes des applications de NETZSCH, nous avons pu choisir select les matériaux les plus appropriés pour poursuivre nos travaux de développement”
Vous souhaitez en savoir plus sur la caractérisation des poudres SLS ?
Dans les articles précédents, nous avons abordé les sujets suivants :
À propos du groupe Wilo
Le groupe Wilo est l'un des principaux fournisseurs mondiaux de pompes et de systèmes de pompage pour les secteurs du bâtiment, de la gestion de l'eau et de l'industrie. Les solutions innovantes, les produits intelligents et les services personnalisés de l'entreprise permettent d'acheminer l'eau de manière intelligente, efficace et respectueuse du climat. Elle apporte également une contribution importante à la protection du climat grâce à une stratégie de durabilité et en collaboration avec des partenaires (Source).