Pendahuluan
Keramik zirkonia banyak digunakan dalam aplikasi gigi karena kekuatan mekanik, biokompatibilitas, dan daya tarik estetika yang sangat baik. Mencapai kondisi SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering yang optimal sangat penting untuk memastikan produk akhir memenuhi persyaratan restorasi gigi.
Parameter SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering, seperti laju pemanasan dan waktu penahanan, secara signifikan mempengaruhi kinetika SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering dan mempengaruhi densifikasi, pertumbuhan butir, dan struktur mikro secara keseluruhan. Secara khusus, proses densifikasi, yang ditandai dengan pengurangan porositas seiring dengan pertumbuhan butir, menyebabkan pengurangan volume; penyusutan volume ini kemudian dapat diukur dengan menggunakan dilatometer.
Kombinasi Sempurna: Analisis Kinetik dan Dilatometri
Kombinasi analisis kinetik dan dilatometri memberikan pemahaman rinci tentang perilaku penyusutan dan memungkinkan prediksi yang akurat dari respons material di bawah berbagai profil termal [1].
Penelitian ini bertujuan untuk mengoptimalkan proses SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering keramik zirkonia dengan menggabungkan pengukuran dilatometri dengan analisis kinetika. Dengan melakukan serangkaian pengujian pada laju pemanasan konstan, kurva penyusutan diperoleh dan dianalisis untuk mengekstrak parameter kinetik utama. Parameter ini kemudian digunakan untuk memprediksi melalui simulasi program suhu yang mempertahankan laju SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering konstan.
Kondisi Pengukuran untuk Pengikatan yang OptimalProses
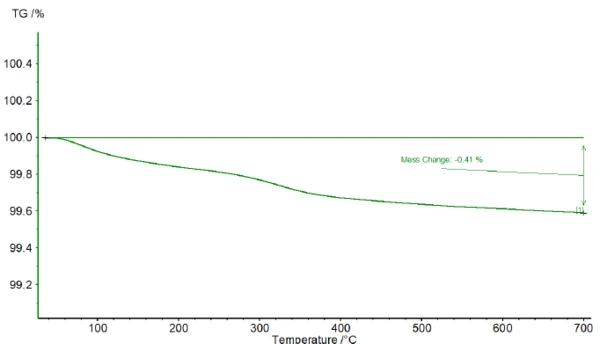
Optimalisasi pemrosesan keramik dapat dicapai secara efektif melalui pendekatan dua tahap yang melibatkan pengikatan terkendali yang diikuti dengan SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering. Dalam kasus kami, bahan yang kami terima sudah di-DebindingDebinding adalah salah satu langkah produksi utama dalam industri keramik dan metalurgi serbuk. Hal ini mengacu pada penghilangan aditif secara termal atau katalitik yang digunakan pada langkah-langkah sebelum produksi seperti pengecoran.debinding, yang dikonfirmasi pada gambar 1 oleh small kehilangan massa 0,41% yang diamati dengan TGA dengan memanaskannya hingga 700°C. Oleh karena itu, fokusnya adalah mengoptimalkan tahap SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering. Namun, dalam kasus di mana kandungan pengikat dan dengan demikian kehilangan massa lebih tinggi, optimalisasi yang cermat dari langkah DebindingDebinding adalah salah satu langkah produksi utama dalam industri keramik dan metalurgi serbuk. Hal ini mengacu pada penghilangan aditif secara termal atau katalitik yang digunakan pada langkah-langkah sebelum produksi seperti pengecoran.debinding juga akan sangat penting untuk mencegah cacat. Hal ini dapat dicapai secara efektif dengan menggabungkan analisis termogravimetri (TGA) dengan perangkat lunak Kinetics Neo untuk mengoptimalkan tahap profil DebindingDebinding adalah salah satu langkah produksi utama dalam industri keramik dan metalurgi serbuk. Hal ini mengacu pada penghilangan aditif secara termal atau katalitik yang digunakan pada langkah-langkah sebelum produksi seperti pengecoran.debinding.
Pengukuran dilatometer dilakukan dengan menggunakan NETZSCH DIL 402 Expedis® Supreme. Dilatometer dilengkapi dengan tempat sampel Al2O3, yang ditempatkan di dalam tungku grafit dengan tabung pelindung Al2O3. Pengukuran dilakukan di udara dengan laju aliran 50 ml/menit. Laju pemanasan 4, 8, dan 15 K/menit diterapkan pada spesimen silinder keramik zirkonia dengan panjang 10 mm dan diameter 4 mm.
Hasil Pengukuran dan Pembahasan
Kurva TGA yang diukur ditunjukkan pada gambar 1. Penurunan berat total sekitar 0,41% diamati dalam jangka waktu sekitar 70 menit. hal ini disebabkan oleh PenguapanPenguapan suatu unsur atau senyawa adalah transisi fase dari fase cair ke uap. Ada dua jenis penguapan: penguapan dan pendidihan.penguapan air dan Reaksi penguraianReaksi penguraian adalah reaksi yang diinduksi secara termal dari senyawa kimia yang membentuk produk padat dan/atau gas. penguraian pengikat.
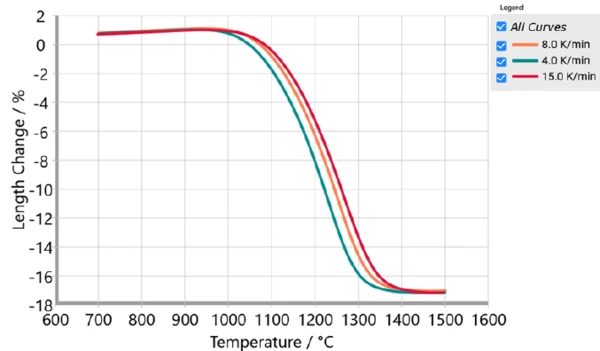
Gambar 2 menunjukkan perubahan panjang badan hijau zirkonia yang diukur dengan dilatometer NETZSCH. Ekspansi termal linier terlihat hingga 900°C diikuti dengan penyusutan SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering.
Pengukuran dilakukan pada laju pemanasan 4, 8, dan 15 K/menit untuk mengevaluasi respons termal dalam berbagai kondisi.
Analisis Kinetik oleh Perangkat Lunak Kinetics Neo
Kinetics Neo perangkat lunak ini digunakan untuk menganalisis data eksperimental dari dilatometri, yang mengukur penyusutan (SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering) pada laju pemanasan yang berbeda, kemudian secara matematis memodelkan kinetika reaksi dan mensimulasikan bagaimana berbagai profil suhu memengaruhi proses SinteringSintering adalah proses produksi untuk membentuk bodi yang kuat secara mekanis dari serbuk keramik atau logam. sintering, sehingga memungkinkan pengoptimalan program penembakan.
Gambar 3 mengilustrasikan perubahan panjang yang terjadi antara 640°C dan 1550°C pada laju pemanasan 4, 8, dan 15 K/menit. Disajikan kurva DIL (dilatometri) yang diukur (simbol) dengan ekspansi termal linier yang dikurangkan untuk koreksi awal, dan prediksi yang diperoleh dengan menggunakan model kinetika nukleasi satu langkah yang didasarkan pada persamaan Avrami-Erofeev dengan menggunakan perangkat lunak NETZSCH Kinetics Neo . Hasilnya menunjukkan pengurangan panjang sampel dengan penyusutan akhir sebesar 18,9% setelah penghilangan ekspansi panjang termal.
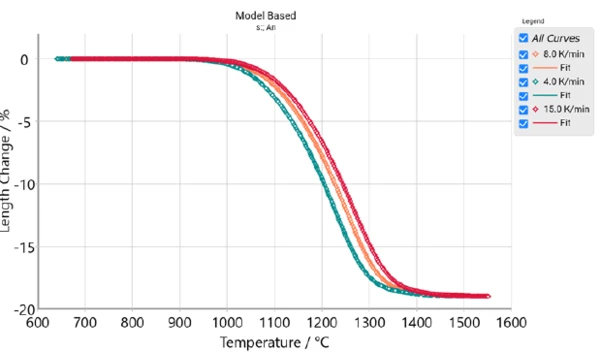
Parameter kinetik yang sesuai dirangkum dalam tabel 1. Model ini menunjukkan kesesuaian yang sangat baik dengan data eksperimen, dengan koefisien determinasi sebesar 0,9999.
Tabel 1: Parameter kinetik badan hijau zirkonia berdasarkan pengukuran DIL
| Langkah reaksi | A → B |
|---|---|
| Jenis reaksi | An * |
| Energi aktivasi [kJ/mol] | 573.75 |
| Log (Pre- Exp) [Log (1/s)] | 17.349 |
| Dimensi n | 0,4 |
| Kontribusi | 1 |
| Koefisien determinasi (R²) | 0.9999 |
*An: nukleasi n-dimensi menurut Avrami-Erofeev
Tingkat konversi, α, yang dapat diartikan sebagai tingkat sintering, dihitung oleh perangkat lunak Kinetics Neo dari pengukuran dilatometer di mana α berkisar antara 0 hingga 1 (persamaan 1). Dalam analisis termal, konversi secara operasional didefinisikan sebagai efek termoanalitik yang diamati pada suhu T (atau pada waktu t) dibagi dengan total efek termoanalitik, sehingga definisi konversi termoanalitik adalah:
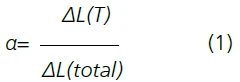
di mana ΔL (T) adalah perubahan panjang parsial DIL hingga suhu T dan ΔL (total) adalah perubahan panjang total. Hal ini mengasumsikan semua padatan bereaksi dengan cara yang sama dan laju sintering hanya bergantung pada suhu.
Dengan asumsi bahwa semua komponen dalam padatan atau berbagai fase terkondensasi menunjukkan reaktivitas yang identik pada kinetika analisis termal (2), kinetika reaksi satu langkah diwakili oleh persamaan laju berikut:
di mana dalam persamaan (2), α adalah derajat sintering, t adalah waktu, dα/dt adalah laju konversi, T adalah suhu reaksi, K(T) adalah konstanta laju reaksi yang bergantung pada suhu, dan f(α) adalah fungsi konversi yang menunjukkan jenis reaksi yang digunakan dan bergantung pada mekanisme.
Pengoptimalan Proses oleh Perangkat Lunak Kinetics Neo
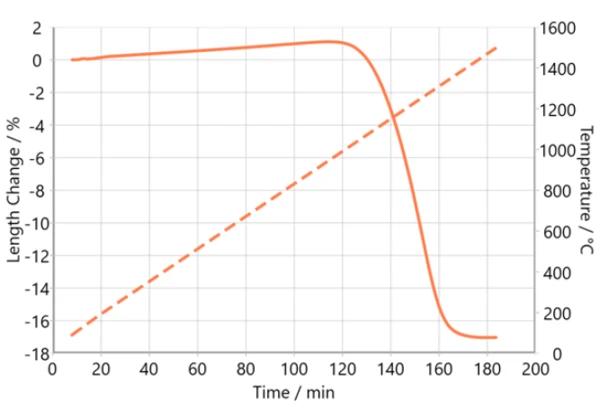
Pengukuran dilatometer yang ditunjukkan pada gambar 4 mengilustrasikan perilaku sintering dari benda hijau zirkonia pada laju pemanasan 8 K/menit. Pengukuran ini menampilkan perubahan dimensi spesimen di bawah profil suhu asli yang tidak dioptimalkan ini.
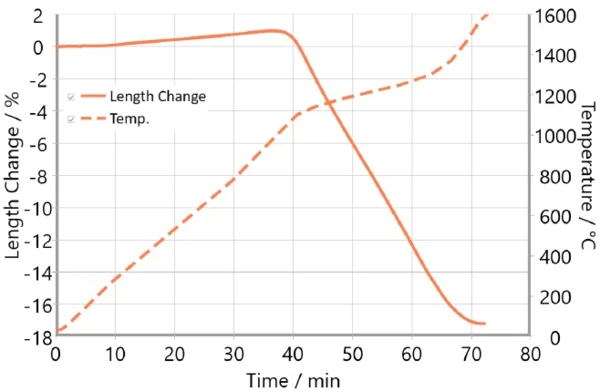
Pengukuran dilatometer yang ditunjukkan pada gambar 5 mengilustrasikan perilaku sintering benda hijau zirkonia di bawah profil suhu yang dioptimalkan. Pengukuran ini menunjukkan perubahan dimensi konstan yang terjadi selama proses sintering. Dengan mengoptimalkan profil suhu, kami berhasil mengurangi total waktu sintering dari 183 menit menjadi 72 menit sambil mempertahankan laju sintering konstan 3,7% per menit.
Perubahan panjang akhir sesuai dengan hasil yang ditunjukkan pada gambar 2 dan menunjukkan sintering yang lengkap.
Perangkat Lunak Termica Neo - Simulasi Sintering dengan Asumsi Kondisi Nyata
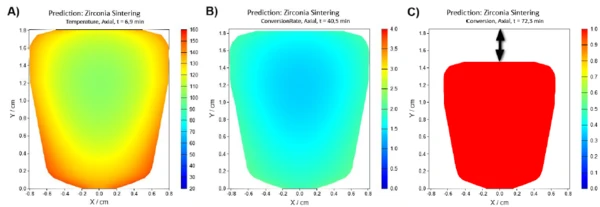
Perangkat lunak Termica Neo digunakan untuk mensimulasikan proses sintering keramik dengan geometri ukuran nyata, memungkinkan prediksi yang akurat dari distribusi suhu dan penyusutan selama pembakaran. Dengan menganalisis variasi suhu di dalam bodi keramik baik secara aksial maupun radial, simulasi ini memfasilitasi pengoptimalan, membantu mencegah masalah seperti overheating atau underheating lokal yang dapat mengganggu kualitas produk akhir.
Dengan menggunakan perangkat lunak Termica Neo, simulasi untuk sintering di dalam material dapat direalisasikan termasuk gradien suhu, konversi, dan laju sintering pada setiap titik volume sinter. Di sini, profil suhu yang dioptimalkan dipilih sebagai suhu di sekitarnya. Gambar 6 (A) mengilustrasikan distribusi suhu pada t = 6 menit di dalam bodi keramik. Laju sintering pada waktu = 41 menit (B) lebih tinggi di permukaan daripada di pusat, tergantung pada koordinat. (C) menyajikan tingkat sintering setelah siklus pembakaran yang dioptimalkan selama 72 menit, di mana warna merah dan ukuran linier yang menurun berarti sintering yang sempurna.
Kesimpulan
Penggunaan gabungan dari NETZSCH DIL, Kinetics Neo, dan perangkat lunak Termica Neo telah menunjukkan keefektifan yang luar biasa dalam menentukan parameter kinetik dan secara akurat memprediksi perilaku keramik dalam berbagai kondisi. Profil suhu yang diprediksi melalui simulasi, dihitung untuk memastikan penyusutan yang konstan, mengarah pada optimalisasi proses sintering. Dengan menyempurnakan profil suhu ini, kami mencapai pengurangan yang luar biasa dalam total waktu sintering dari 183 menit menjadi 72 menit, memotong waktu pemrosesan sekitar 60%. Pendekatan ini dapat diterapkan pada semua bahan keramik termasuk tahap sintering dan DebindingDebinding adalah salah satu langkah produksi utama dalam industri keramik dan metalurgi serbuk. Hal ini mengacu pada penghilangan aditif secara termal atau katalitik yang digunakan pada langkah-langkah sebelum produksi seperti pengecoran.debinding.