Giriş
Zirkonya seramikler mükemmel mekanik dayanımları, biyouyumlulukları ve estetik çekicilikleri nedeniyle dental uygulamalarda yaygın olarak kullanılmaktadır. Optimum SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme koşullarının elde edilmesi, nihai ürünün dental restorasyonların gereksinimlerini karşılamasını sağlamak için kritik öneme sahiptir.
Isıtma hızı ve bekletme süresi gibi SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme parametreleri, SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme kinetiğini önemli ölçüde etkiler ve yoğunlaşma, tane büyümesi ve genel mikro yapıyı etkiler. Özellikle, tane büyümesi ile birlikte gözeneklilikte azalma ile karakterize edilen yoğunlaştırma işlemleri hacimde bir azalmaya yol açar; bu hacim küçülmesi daha sonra bir dilatometre kullanılarak ölçülebilir.
Mükemmel Kombinasyon: Kinetik Analiz ve Dilatometri
Kinetik analiz ve dilatometri kombinasyonu, büzülme davranışının ayrıntılı bir şekilde anlaşılmasını sağlar ve değişen termal profiller altında malzeme tepkilerinin doğru bir şekilde tahmin edilmesini sağlar [1].
Bu çalışma, dilatometri ölçümlerini kinetik analiz ile birleştirerek zirkonya seramiklerinin SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme sürecini optimize etmeyi amaçlamaktadır. Sabit ısıtma hızlarında bir dizi test yapılarak, büzülme eğrileri elde edilmiş ve anahtar kinetik parametreleri çıkarmak için analiz edilmiştir. Bu parametreler daha sonra sabit SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme oranlarını koruyan sıcaklık programlarının simülasyonu yoluyla tahmin etmek için kullanılmıştır.
Optimum Debinding için Ölçüm KoşullarıSüreç
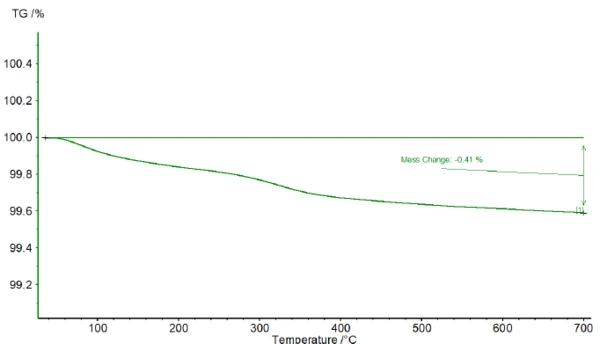
Seramik işlemenin optimizasyonu, kontrollü kabuk soyma ve ardından sinterlemeyi içeren iki aşamalı bir yaklaşımla etkili bir şekilde gerçekleştirilebilir. Bizim durumumuzda, elimize geçen malzeme zaten kabuksuzlaştırılmıştı ve bu durum şekil 1'de 700°C'ye kadar ısıtıldığında TGA ile gözlemlenen %0,41'lik small kütle kaybıyla teyit edilmektedir. Bu nedenle, odak noktası SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme aşamasını optimize etmektir. Bununla birlikte, bağlayıcı içeriğinin ve dolayısıyla kütle kaybının daha yüksek olduğu durumlarda, kusurları önlemek için DebindingKabuk giderme, seramik ve toz metalürji endüstrilerindeki ana üretim adımlarından biridir. Döküm gibi üretim öncesi adımlarda kullanılan katkı maddelerinin termal veya katalitik olarak uzaklaştırılmasını ifade eder.debinding adımının dikkatli bir şekilde optimize edilmesi de gerekli olacaktır. Bu, termogravimetrik analizin (TGA) Kinetics Neo yazılımı ile birleştirilerek bağ çözme profili aşamasının optimize edilmesiyle etkili bir şekilde gerçekleştirilebilir.
Dilatometre ölçümleri NETZSCH kullanılarak gerçekleştirilmiştir DIL 402 Expedis Supreme. Dilatometre, Al2O3 koruyucu tüp ile bir grafit fırın içine yerleştirilen bir Al2O3 numune tutucu ile donatılmıştır. Ölçümler havada 50 ml/dak akış hızında gerçekleştirilmiştir. 4, 8 ve 15 K/dak ısıtma hızları, 10 mm uzunluğunda ve 4 mm çapında bir zirkonya seramik silindirik numuneye uygulanmıştır.
Ölçüm Sonuçları ve Tartışma
Ölçülen TGA eğrisi şekil 1'de gösterilmiştir. Yaklaşık 70 dakikalık bir süre içinde toplamda yaklaşık %0,41'lik bir ağırlık kaybı gözlenmiştir. Bu durum nemin buharlaşması ve bağlayıcının ayrışmasından kaynaklanmaktadır.
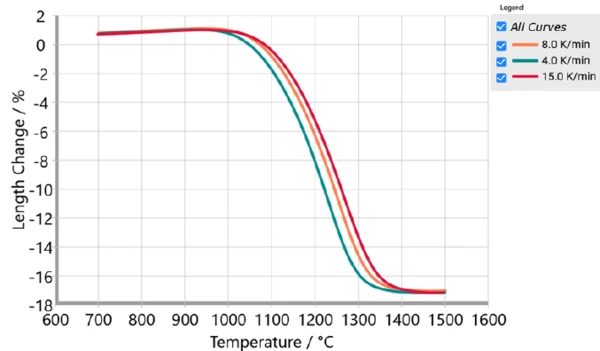
Şekil 2, NETZSCH dilatometresi ile ölçülen zirkonya yeşil gövdenin uzunluk değişimini göstermektedir. Doğrusal termal genleşme 900°C'ye kadar görülmekte ve bunu SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme büzülmesi takip etmektedir.
Ölçümler, değişen koşullar altında termal tepkiyi değerlendirmek için 4, 8 ve 15 K/dak ısıtma hızlarında gerçekleştirilmiştir.
Kinetics Neo Yazılımı ile Kinetik Analiz
Kinetics Neo yazılımı, farklı ısıtma hızlarında büzülmeyi (SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme) ölçen dilatometriden elde edilen deneysel verileri analiz etmek için kullanılır, ardından reaksiyon kinetiğini matematiksel olarak modeller ve çeşitli sıcaklık profillerinin SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme sürecini nasıl etkilediğini simüle ederek ateşleme programının optimizasyonunu sağlar.
Şekil 3, 640°C ile 1550°C arasında 4, 8 ve 15 K/dak ısıtma hızlarında meydana gelen uzunluk değişimlerini göstermektedir. Hem doğrusal termal genleşmenin taban çizgisi düzeltmesi için çıkarıldığı ölçülen DIL (dilatometri) eğrileri (semboller) hem de NETZSCH Kinetics Neo yazılımı kullanılarak Avrami-Erofeev denklemine dayanan tek adımlı çekirdeklenme kinetiği modeli kullanılarak elde edilen tahminler sunulmuştur. Sonuçlar, termal uzunluk genleşmesi çıkarıldıktan sonra %18,9'luk nihai büzülme ile numune uzunluğunda bir azalma olduğunu göstermektedir.
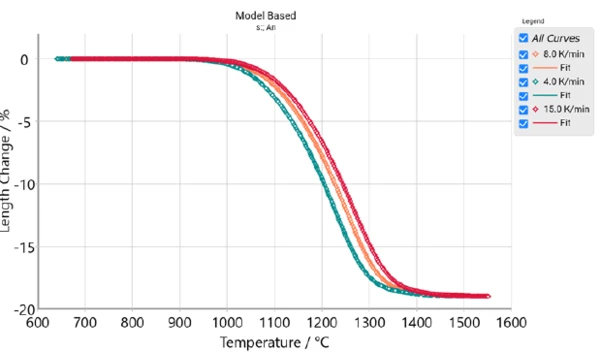
İlgili kinetik parametreler Tablo 1'de özetlenmiştir. Model, 0,9999 belirleme katsayısı ile deneysel verilerle mükemmel bir uyum göstermektedir.
Tablo 1: Zirkonya yeşil gövdenin DIL ölçümlerine dayalı kinetik parametreleri
| Reaksiyon adımı | A → B |
|---|---|
| Reaksiyon tipi | An* |
| Aktivasyon enerjisi [kJ/mol} | 573.75 |
| Log (Ön- Exp) [Log (1/s)] | 17.349 |
| Boyut n | 0,4 |
| Katkı | 1 |
| Belirleme katsayısı (R²) | 0.9999 |
*An: Avrami-Erofeev'e göre n-boyutlu çekirdeklenme
SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. Sinterleme derecesi olarak yorumlanabilecek dönüşüm derecesi α, Kinetics Neo yazılımı tarafından α'nın 0 ila 1 arasında değiştiği dilatometre ölçümlerinden hesaplanır (eşitlik 1). Termal analizde, dönüşüm operasyonel olarak T sıcaklığında (veya t zamanında) gözlemlenen termoanalitik etkinin toplam termoanalitik etkiye bölünmesi olarak tanımlanır, bu nedenle termoanalitik dönüşümün tanımı şöyledir:
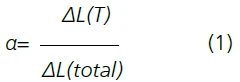
burada ΔL (T), DIL'in T sıcaklığına kadar kısmi uzunluk değişimi ve ΔL ( toplam) toplam uzunluk değişimidir. Bu, tüm katıların aynı şekilde tepki verdiğini ve SinterlemeSinterleme, seramik veya metalik bir tozdan mekanik olarak güçlü bir gövde oluşturmak için kullanılan bir üretim sürecidir. sinterleme hızının sadece sıcaklığa bağlı olduğunu varsayar.
Katı veya çeşitli yoğunlaştırılmış fazlardaki tüm bileşenlerin termal analiz kinetiği (2) üzerinde aynı reaktiviteyi sergilediği varsayıldığında, tek adımlı bir reaksiyonun kinetiği aşağıdaki hız denklemi ile temsil edilir:
burada eşitlik (2)'de α sinterleme derecesi, t zaman, dα/dt dönüşüm oranı, T reaksiyon sıcaklığı, K(T) sıcaklığa bağlı reaksiyon hızı sabiti ve f(α) kullanılan reaksiyon türünü gösteren ve mekanizmaya dayanan bir dönüşüm fonksiyonudur.
Kinetics Neo Software tarafından Süreç Optimizasyonu
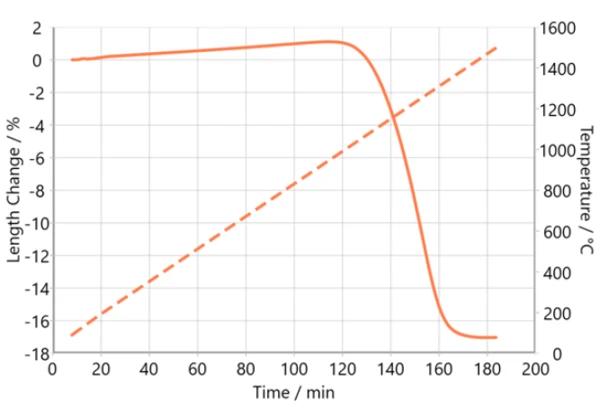
Şekil 4'te gösterilen dilatometre ölçümü, 8 K/dak ısıtma hızında bir zirkonya yeşil gövdenin sinterleme davranışını göstermektedir. Bu ölçüm, bu orijinal, optimize edilmemiş sıcaklık profili altında numunenin boyutsal değişikliklerini gösterir.
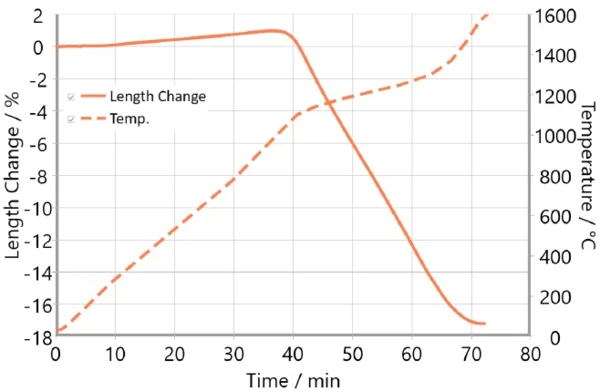
Şekil 5'te gösterilen dilatometre ölçümü, optimize edilmiş bir sıcaklık profili altında bir zirkonya yeşil gövdenin sinterleme davranışını göstermektedir. Bu ölçüm, sinterleme işlemi sırasında meydana gelen sabit boyutsal değişiklikleri ortaya koymaktadır. Sıcaklık profilini optimize ederek, toplam sinterleme süresini 183 dakikadan 72 dakikaya indirdik ve dakikada %3,7'lik sabit bir sinterleme oranını koruduk.
Nihai uzunluk değişimi şekil 2'de gösterilen sonuçlara karşılık gelir ve sinterlemenin tamamlandığını gösterir.
Termica Neo Yazılımı - Gerçek Koşullar Varsayımı Altında Sinterleme Simülasyonu
Termica Neo yazılımı, seramiklerin sinterleme sürecini gerçek boyutlu geometriyle simüle etmek için kullanılır ve pişirme sırasında sıcaklık dağılımının ve büzülmenin doğru bir şekilde tahmin edilmesini sağlar. Simülasyon, seramik gövde içindeki sıcaklık değişimlerini hem eksenel hem de radyal olarak analiz ederek optimizasyonu kolaylaştırır ve nihai ürün kalitesini tehlikeye atabilecek lokal aşırı ısınma veya düşük ısınma gibi sorunların önlenmesine yardımcı olur.
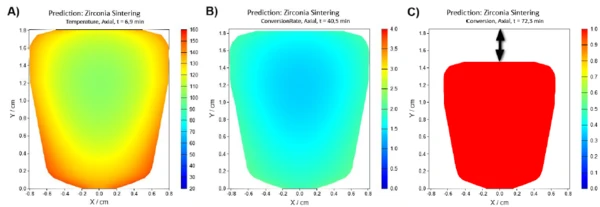
Termica Neo yazılımı kullanılarak, sinterlenmiş hacmin her noktasında sıcaklık gradyanları, dönüşüm ve sinterleme oranı dahil olmak üzere malzeme içinde sinterleme simülasyonu gerçekleştirilebilir. Burada, optimize edilmiş sıcaklık profili çevre sıcaklığı olarak seçilmiştir. Şekil 6 (A) seramik gövde içinde t = 6 dakikadaki sıcaklık dağılımını göstermektedir. Zaman = 41 dk'daki (B) sinterleme oranı, koordinatlara bağlı olarak yüzeyde merkeze göre daha yüksektir. (C) 72 dakikalık optimize edilmiş bir fırınlama döngüsünden sonra sinterleme derecesini göstermektedir; kırmızı renk ve azalan doğrusal boyut tam sinterleme anlamına gelmektedir.
Sonuç
NETZSCH DIL, Kinetics Neo ve Termica Neo yazılımının birlikte kullanımı, kinetik parametrelerin belirlenmesinde ve değişen koşullar altında seramik davranışının doğru bir şekilde tahmin edilmesinde büyük etkinlik göstermiştir. Sabit büzülme sağlamak için hesaplanan simülasyon yoluyla tahmin edilen sıcaklık profilleri, sinterleme sürecinin optimizasyonuna yol açmaktadır. Bu sıcaklık profillerini iyileştirerek, toplam sinterleme süresini 183 dakikadan 72 dakikaya indirdik ve işlem süresini yaklaşık %60 oranında azalttık. Bu yaklaşım, sinterleme ve DebindingKabuk giderme, seramik ve toz metalürji endüstrilerindeki ana üretim adımlarından biridir. Döküm gibi üretim öncesi adımlarda kullanılan katkı maddelerinin termal veya katalitik olarak uzaklaştırılmasını ifade eder.debinding aşamaları da dahil olmak üzere tüm seramik malzemelere uygulanabilir.