Introduction
Zirconia ceramics are widely used in dental applications due to their excellent mechanical strength, biocompatibility, and aesthetic appeal. Achieving optimal SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering conditions is critical to ensuring the final product meets the requirements of dental restorations.
SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering parameters, such as heating rate and hold time, significantly affect SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering kinetics and influence densification, grain growth, and the overall microstructure. Specifically, densification processes, characterized by a reduction in porosity along with grain growth, lead to a reduction in volume; this volume shrinkage can subsequently be measured using a dilatometer.
Perfect Combination: Kinetic Analysis and Dilatometry
A combination of kinetic analysis and dilatometry provides a detailed understanding of the shrinkage behavior and enables accurate prediction of material responses under varying thermal profiles [1].
This study aims to optimize the SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering process of zirconia ceramics by combining dilatometry measurements with kinetics analysis. By conducting a series of tests at constant heating rates, shrinkage curves were obtained and analyzed to extract key kinetic parameters. These parameters were then used to predict through simulation of temperature programs that maintain constant SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering rates.
Measurement Conditions for an Optimum DebindingProcess
Optimization of ceramic processing can be effectively achieved through a two-stage approach involving controlled DebindingDebinding is one of the main production steps in the ceramic and powder-metallurgical industries. It refers to the thermal or catalytic removal of additives used in steps prior to production such as casting.debinding followed by SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering. In our case, the material that we received was already debinded, which is confirmed in figure 1 by the small mass loss of 0.41% observed with TGA by heating to 700°C. Therefore, the focus is on optimizing the SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering stage. However, in cases where the binder content and thus the mass loss is higher, careful optimization of the DebindingDebinding is one of the main production steps in the ceramic and powder-metallurgical industries. It refers to the thermal or catalytic removal of additives used in steps prior to production such as casting.debinding step would also be essential to prevent defects. This can be effectively achieved by combining thermogravimetric analysis (TGA) with Kinetics Neo software to optimize the DebindingDebinding is one of the main production steps in the ceramic and powder-metallurgical industries. It refers to the thermal or catalytic removal of additives used in steps prior to production such as casting.debinding profile stage.
Dilatometer measurements were performed using the NETZSCH DIL 402 Expedis® Supreme. The dilatometer was equipped with an Al2O3 sample holder, which was placed in a graphite furnace with Al2O3 protective tube. The measurements were conducted in air at a flow rate of 50 ml/min. The heating rates of 4, 8, and 15 K/min were applied to a zirconia ceramic cylindrical specimen with a length of 10 mm and a diameter of 4 mm.
Measurement Results and Discussion
The measured TGA curve is shown in figure 1. A total weight loss of approx. 0.41 % is observed within a period of approx. 70 minutes. this is due to the moisture evaporation and binder Decomposition reactionA decomposition reaction is a thermally induced reaction of a chemical compound forming solid and/or gaseous products. decomposition.
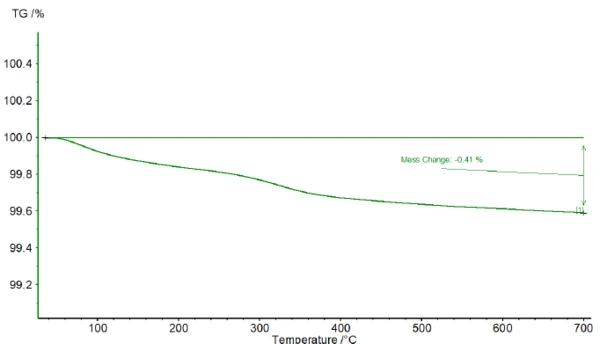
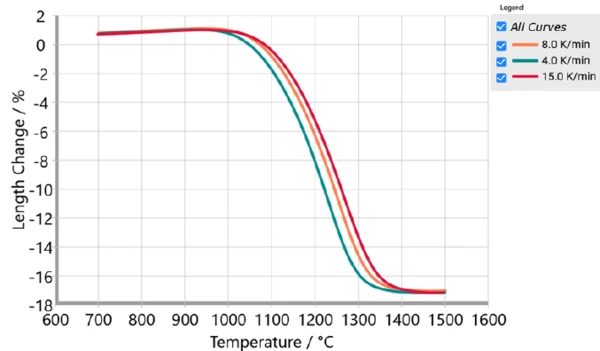
Figure 2 shows the length change of the zirconia green body measured with a NETZSCH dilatometer. The linear thermal expansion is seen up to 900°C followed by SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering shrinkage.
The measurements were conducted at heating rates of 4, 8, and 15 K/min to evaluate the thermal response under varying conditions.
Kinetic Analysis by Kinetics Neo Software
Kinetics Neo software is used to analyze experimental data from dilatometry, which measures shrinkage (SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering) at different heating rates, then mathematically models the reaction kinetics and simulates how various temperature profiles affect the SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering process, enabling optimization of the firing program.
Figure 3 illustrates the length changes occurring between 640°C and 1550°C at heating rates of 4, 8, and 15 K/min. Presented are both the measured DIL (dilatometry) curves (symbols) with linear thermal expansion subtracted for baseline correction, and the predictions obtained using the one-step nucleation kinetics model that is based on the Avrami-Erofeev equation using the NETZSCH Kinetics Neo software. The results show a reduction in sample length with a final shrinkage of 18.9% after removal of the thermal length expansion.
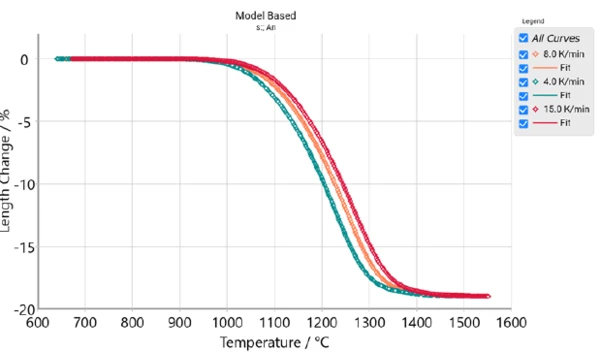
The corresponding kinetic parameters are summarized in table 1. The model demonstrates excellent agreement with the experimental data, with a coefficient of determination of 0.9999.
Table 1: Kinetic parameters of zirconia green body based on DIL measurements
| Reaction step | A → B |
|---|---|
| Reaction type | An* |
| Activation energy [kJ/mol} | 573.75 |
| Log (Pre- Exp) [Log (1/s)] | 17.349 |
| Dimension n | 0,4 |
| Contribution | 1 |
| Coefficient of determination (R²) | 0.9999 |
*An: n-dimensional nucleation according to Avrami-Erofeev
The degree of conversion, α, which can be interpreted as the degree of sintering, is calculated by the Kinetics Neo software from dilatometer measurements where α ranges from 0 to 1 (eq 1). In thermal analysis, the conversion is operationally defined as the thermoanalytical effect observed at temperature T (or at time t) divided by the total thermoanalytical effect, so the definition of the thermoanalytical conversion is:
where ΔL(T) is the partial length change of the DIL up to temperature T and ΔL(total) is the total length change. This assumes all solids react the same way and the sintering rate depends on temperature only.
Assuming that all components in solid or various condensed phases exhibit identical reactivity on thermal analysis kinetics (2), the kinetics of a single-step reaction are represented by the following rate equation:
where in eq. (2), α is the degree of sintering, t is the time, dα/dt is the conversion rate, T is the reaction temperature, K(T) is the temperature-dependent reaction rate constant, and f(α) is a conversion function that demonstrates the reaction type used and relies on the mechanism.
Process Optimization by Kinetics Neo Software
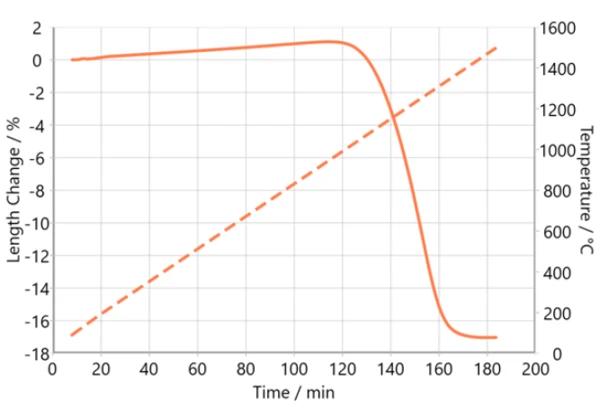
The dilatometer measurement shown in figure 4 illustrates the sintering behavior of a zirconia green body at a heating rate of 8 K/min. This measurement displays the dimensional changes of the specimen under this original, non-optimized temperature profile.
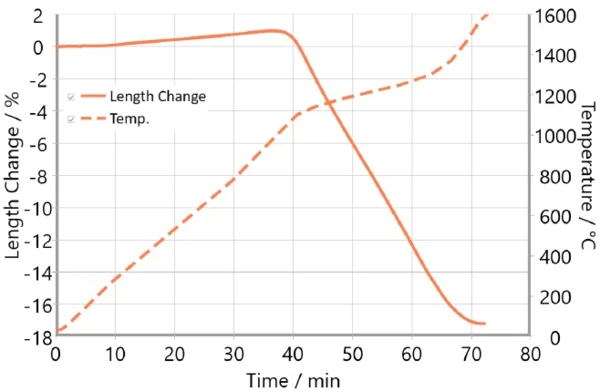
The dilatometer measurement shown in figure 5 illustrates the sintering behavior of a zirconia green body under an optimized temperature profile. This measurement reveals the constant dimensional changes that occur during the sintering process. By optimizing the temperature profile, we successfully reduced the total sintering time from 183 minutes to 72 minutes while keeping a constant sintering rate of 3.7% per minute.
The final length change corresponds to the results shown in figure 2 and indicates complete sintering.
Termica Neo Software – Simulation of Sintering Under the Assumption of Real Conditions
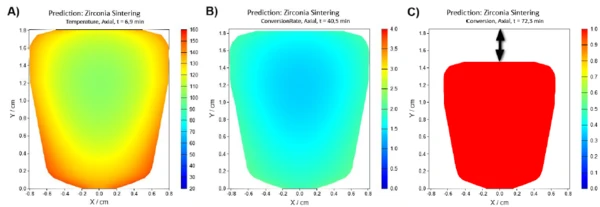
Termica Neo software is used to simulate the sintering process of ceramics with real-size geometry, allowing accurate prediction of the temperature distribution and shrinkage during firing. By analyzing the temperature variations within the ceramic body both axially and radially, the simulation facilitates the optimization, helping prevent issues such as localized overheating or underheating that could compromise the final product quality.
Using the Termica Neo software, the simulation for sintering inside the material can be realized including temperature gradients, conversion and sintering rate at each point of the sintered volume. Here, the optimized temperature profile is selected as the surrounding temperature. Figure 6 (A) illustrates the temperature distribution at t = 6 min in the ceramic body. The sintering rate at time = 41 min (B) is higher at the surface than at the center, depending on the coordinates. (C) presents the degree of sintering after an optimized firing cycle of 72 minutes, where the red color and the decreased linear size mean complete sintering.
Conclusion
The combined use of the NETZSCH DIL, the Kinetics Neo, and the Termica Neo software has demonstrated great effectiveness in determining kinetic parameters and accurately predicting ceramic behavior under varying conditions. The temperature profiles predicted through simulation, calculated to ensure constant shrinkage, lead to optimization of the sintering process. By refining these temperature profiles, we achieved a remarkable reduction in the total sintering time from 183 minutes down to 72 minutes, cutting the processing time by approximately 60%. This approach can be applied to all ceramic materials including sintering and DebindingDebinding is one of the main production steps in the ceramic and powder-metallurgical industries. It refers to the thermal or catalytic removal of additives used in steps prior to production such as casting.debinding stages.