
12.07.2021 by Dr. Natalie Rudolph, Doreen Rapp
Invloed van isotrope vulstoffen op de krimp van SLS onderdelen
Een manier om krimp te verminderen en de dimensionale stabiliteit van polymeren te vergroten is het toevoegen van anorganische vulstoffen, bijvoorbeeld glasparels. Leer hoe je de thermische uitzetting van 3D-geprinte monsters kunt bepalen, zowel ongevuld als gevuld met holle glasparels.
Polymeren krimpen. De meeste krimp treedt op tijdens het afkoelen van het polymeerproces. Afhankelijk van de verwerkingsomstandigheden kan het afgewerkte kunststofdeel heel licht blijven krimpen tot de temperatuur en het vochtgehalte zich stabiliseren, of tijdens het gebruik als herkristallisatie of relaxatie optreden. Een manier om krimp te verminderen en de dimensionale stabiliteit van polymeren te vergroten is het toevoegen van anorganische vulstoffen. Hoewel dit een gangbare praktijk is bij conventionele polymeerverwerking, is het ook opgepikt door de Additive Manufacturing gemeenschap, bijvoorbeeld in het Selective Laser Sintering (SLS) proces.
Geschikte vulstoffen voor Additive Manufacturing: Glasparels
Voor een maximale vermindering van krimp, maar een zo laag mogelijke interactie met de verwerking, kunnen isotrope, kraalvormige vulstoffen worden gebruikt die een vergelijkbare grootte of grootteverdeling hebben als het polymeerpoeder zelf.
Dergelijke vulmaterialen die in SLS worden gebruikt zijn glasparels en specifiek holle glasparels die het lichtgewichtpotentieel van polymeren niet tegengaan.
De thermische uitzetting van een gevuld systeem (ac) volgt ruwweg de regel van het mengsel:
αc=αm∙Vm+αf∙Vf
waarbij m staat voor de matrix, f voor de vulstof en V voor de volumefractie in %.
3D-printmonsters van PA12-poeder gevuld met glas
De monsters werden bereid als onderdeel van een onderzoek [1] door onderzoekers van het Polymer Engineering Center (PEC) aan de Universiteit van Wisconsin-Madison. Ze gebruikten verschillende mengsels van glasparels (werkelijke DichtheidDe massadichtheid wordt gedefinieerd als de verhouding tussen massa en volume. dichtheid = 0,456 g/cm3) met PA12 poeder (DichtheidDe massadichtheid wordt gedefinieerd als de verhouding tussen massa en volume. dichtheid = 0,95 g/cm3) in een Sinterit Lisa desktop SLS printer met een diodelaser in plaats van de anders gebruikelijkeCO2 laser. De temperatuur van het printbed was ingesteld op 177,5°C.
Hoe bepaal ik de thermische uitzetting van de 3D-geprinte monsters?
Op NETZSCH Analyzing & Testing werden zowel ongevulde monsters als monsters gevuld met 5 wt% holle glasparels geanalyseerd met de NETZSCH TMA 402 F1 Hyperion®. Om de thermische uitzettingscoëfficiënt (CTE) te bepalen, werden monsters in drie verschillende richtingen uit hondenbotmonsters gesneden, Afbeelding 1.
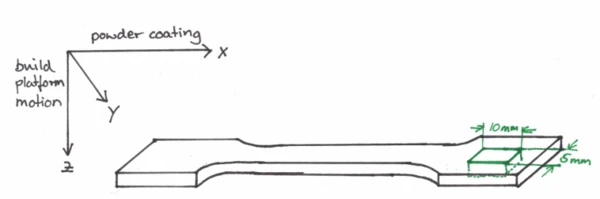
De afmetingen van de monsters in x- en y-richting zijn 10x5x3,2 mm3 en in z-richting 3,2x5x5 mm3. De DichtheidDe massadichtheid wordt gedefinieerd als de verhouding tussen massa en volume. dichtheid van de voor de TMA-metingen bereide monsters was 0,974 g/cm3 voor het ongevulde monster en 0,932 g/cm3 voor het monster met 5 wt% vulstof. Hieruit blijkt dat de DichtheidDe massadichtheid wordt gedefinieerd als de verhouding tussen massa en volume. dichtheid en dus het gewicht van een onderdeel niet worden beïnvloed door de toevoeging van glasparels.
De thermische uitzetting werd gemeten in een bereik van -20 tot 170ºC bij een verwarmingssnelheid van 5 K/min. Alle meetomstandigheden zijn samengevat in de volgende tabel:
Tabel 1: Meetomstandigheden
| Monsterhouder | Uitzetting, gemaakt van SiO2 |
| Monsterbelasting | 50 mN |
| Atmosfeer | He |
| Gasstroom | 50 ml/min |
| Temperatuurbereik | -20...170 °C bij een verwarmingssnelheid van 5 K/min |
Isotrope thermische uitzetting
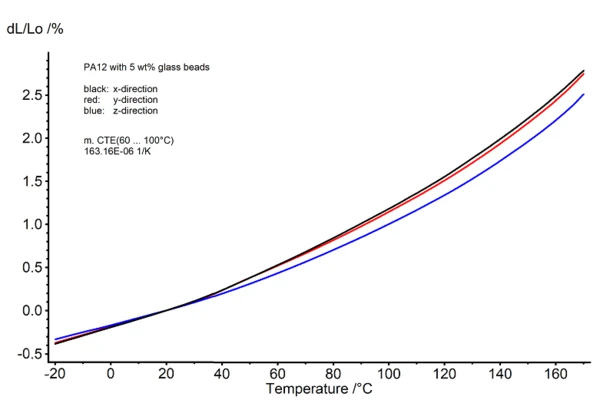
De resulterende grafiek voor de meting van het monster met 5 wt% glasparels wordt getoond in figuur 2. Het is te zien dat de thermische uitzetting bijna isotroop is, zoals verwacht zou worden bij dergelijke 3D-vullers met een aspectratio dicht bij 1. Het is echter ook te zien dat de uitzetting door de dikte van de delen in z-richting lager is dan voor de andere twee richtingen. Dit kan te maken hebben met porositeitseffecten tussen lagen of veranderingen in de hechtsterkte binnen een laag vergeleken met die tussen lagen.
Een indicatie voor de geldigheid van deze aanname wordt gegeven door aanvullende mechanische testresultaten uit het onderzoek [1]. De onderzoekers toonden aan dat met een toenemend vulstofgehalte tot 5 wt%, de brosheid van de monsters toenam als gevolg van porositeit.
De auteurs toonden ook aan dat de vulstoffen fungeren als nucleatieplaatsen en het kristallisatiegedrag van het PA12-poeder beïnvloeden [1]. Hetzelfde effect werd waargenomen met koperen bolletjes als vulstoffen en de vereiste DSC-analyse wordt hier uitgelegd!
Over het centrum voor polymeertechniek
De onderzoeksinteresses in het PEC variëren van traditionele kunststoffen en polymeer/metaal composieten tot biogebaseerde polymeren en composieten; van conventionele tot opkomende en innovatieve processen; van geometrisch modelleren en prototyping tot procescontrole en automatisering; van nanofilm en nanocomposieten tot microcellulaire kunststoffen; en van geavanceerde modellering en simulatie tot internet en webgebaseerde hulpmiddelen voor ontwerp en productie.
Bronnen
[1] Klett, J., Osswald, T.A., Cholewa, S., Onderzoek van glasbellen iM16K polyamide 12 composieten voor selectief lasersinteren, ANTEC conferentie 2020, 31 maart 2020

GRATIS E-Boek
Thermische analyse en reologie bij polymeeradditiefproductie
Ontdek de geheimen achter de baanbrekende mogelijkheden van AM! Ons nieuwe ebook duikt diep in het hart van AM en onthult de kracht van betrouwbare materiaalkarakterisatietechnieken, met name thermische analyse en reologie.