
12.07.2021 by Dr. Natalie Rudolph, Doreen Rapp
Az izotróp töltőanyagok hatása az SLS alkatrészek zsugorodására
A zsugorodás csökkentésének és a polimerek méretstabilitásának növelésének egyik módja a szervetlen töltőanyagok, például üveggyöngyök hozzáadása. Ismerje meg, hogyan lehet meghatározni a 3D nyomtatott minták - töltetlen és üreges üveggyöngyökkel töltött - hő tágulását.
A polimerek zsugorodnak. A zsugorodás nagy része a polimerfeldolgozás hűtési lépése során következik be. A feldolgozási körülményektől függően a kész műanyag alkatrész a hőmérséklet és a nedvességtartalom stabilizálódásáig, vagy a használat során, ha újrakristályosodás vagy RelaxációAmikor egy gumikeverékre állandó feszültséget alkalmazunk, a feszültség fenntartásához szükséges erő nem állandó, hanem idővel csökken; ezt a viselkedést nevezzük feszültségrelaxációnak. A feszültséglazulásért felelős folyamat lehet fizikai vagy kémiai, és normál körülmények között mindkettő egyszerre következik be. relaxációs hatások lépnek fel, továbbra is nagyon kis mértékben zsugorodhat. A zsugorodás csökkentésének és a polimerek méretstabilitásának növelésének egyik módja a szervetlen töltőanyagok hozzáadása. Míg ez a hagyományos polimerfeldolgozásban bevett gyakorlat volt, az additív gyártás is felkapta; például a szelektív lézersinterezés (SLS) eljárásában.
Additív gyártáshoz alkalmas töltőanyagok: Üveggyöngyök
A zsugorodás maximális csökkentése, de a feldolgozással való lehető legkisebb kölcsönhatás érdekében izotróp, gyöngy alakú töltőanyagok használhatók, amelyek mérete vagy méreteloszlása hasonló, mint magáé a polimerporé.
Az SLS-ben használt ilyen töltőanyagok az üveggyöngyök és különösen az üreges üveggyöngyök, amelyek nem ellensúlyozzák a polimerek könnyűségi potenciálját.
A töltött rendszer hőtágulása (ac) nagyjából a keverési szabályt követi:
αc=αm∙Vm+αf∙Vf
ahol m a mátrixot, f a töltőanyagot, V pedig a térfogatfrakciót jelöli %-ban.
üveggel töltött PA12 porból készült 3D nyomtatási minták
A mintákat a Wisconsin-Madison Egyetem Polimer Engineering Center (PEC) kutatói egy tanulmány [1] keretében készítették. Különböző üveggyöngyök (valódi SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűség = 0,456 g/cm3) és PA12 por (SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűség = 0,95 g/cm3) keverékeit használták egy Sinterit Lisa asztali SLS nyomtatóban, amely az egyébként jellemzőCO2 lézer helyett diódalézerrel működött. A nyomtatóágy hőmérsékletét 177,5 °C-ra állítottuk be.
Hogyan határozzuk meg a 3D nyomtatott minták hőtágulását?
A NETZSCH Analizáló és Vizsgáló cégnél a töltetlen, valamint az 5 tömegszázalék üreges üveggyöngyökkel töltött mintákat a NETZSCH TMA 402 F1 Hyperion® segítségével elemezték. A hőtágulási együttható (CTE) meghatározásához a mintákat kutyacsontmintákból három különböző irányban vágták ki, 1. ábra.
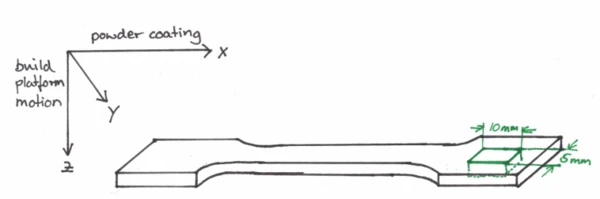
A minták mérete x- és y-irányban 10x5x3,2 mm3, z-irányban pedig 3,2x5x5 mm3. A TMA mérésekhez készített minták sűrűsége 0,974 g/cm3 volt a töltetlen és 0,932 g/cm3 az 5 tömegszázalék töltőanyagot tartalmazó minta esetében. Ez azt mutatja, hogy az üveggyöngyök hozzáadása nem befolyásolja az alkatrész SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűségét és ezáltal tömegét.
A hőtágulást -20 és 170 ºC közötti tartományban mértük 5 K/perc fűtési sebességgel. Az összes mérési körülményt a következő táblázat foglalja össze:
Táblázat: Mérési feltételek
| Mintatartó | Tágulás, SiO2-ből |
| A minta terhelése | 50 mN |
| Atmoszféra | He |
| Gázáramlás | 50 ml/perc |
| Hőmérséklet-tartomány | -20...170°C 5 K/perc fűtési sebességgel |
Izotróp hőtágulás
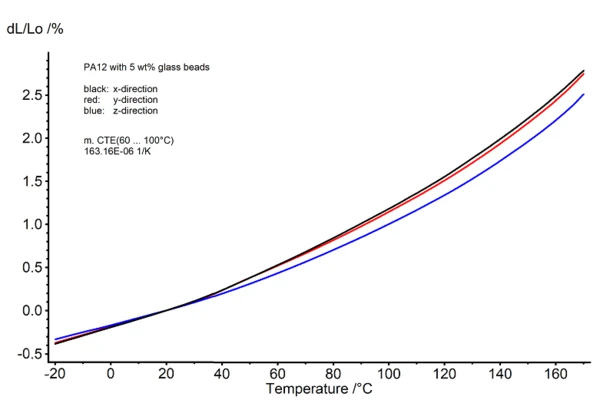
Az 5 tömegszázalékos üveggyöngyöket tartalmazó minta méréséből kapott grafikon a 2. ábrán látható. Látható, hogy a hő tágulás szinte izotróp, ahogy az ilyen 3D-s töltőanyagok esetében várható lenne, amelyeknek az oldalaránya közel 1. Ugyanakkor az is látható, hogy a z irányban az alkatrészek vastagságán keresztül a tágulás kisebb, mint a másik két irányban. Ez összefügghet a rétegek közötti porozitás hatásával vagy a kötéserősség változásával egy rétegen belül a rétegek közöttihez képest.
Ennek a feltételezésnek az érvényességére utalnak a [1] tanulmányban szereplő további mechanikai vizsgálati eredmények. A kutatók kimutatták, hogy a töltőanyag-tartalom növelésével 5 tömegszázalékig a minták ridegsége a porozitás miatt nőtt.
A szerzők azt is kimutatták, hogy a töltőanyagok nukleációs helyként működnek, és befolyásolják a PA12 por kristályosodási viselkedését [1]. Ugyanezt a hatást figyelték meg a rézgömbök mint töltőanyagok esetén is, és az ehhez szükséges DSC-elemzést itt ismertetjük!
A Polimer Engineering Centerről
A PEC kutatási érdeklődési köre a hagyományos műanyagoktól és polimer/fém kompozitoktól a bioalapú polimerekig és kompozitokig, a hagyományos eljárásoktól az új és innovatív eljárásokig, a geometriai modellezéstől és prototípusgyártástól a folyamatirányításig és automatizálásig, a nanofilmektől és nanokompozitoktól a mikrocellás műanyagokig, valamint a fejlett modellezéstől és szimulációtól az internetes és webalapú tervezési és gyártási eszközökig terjed.
Források
[1] Klett, J., Osswald, T.A., Cholewa, S., Investigation of glass bubbles iM16K polyamide 12 composites for Selective Laser Sintering, ANTEC conference 2020, March 31, 2020

INGYENES e-könyv
Termikus analízis és reológia a polimer additív gyártásban
Fedezze fel az AM játékváltoztató képességeinek titkait! Újonnan megjelent e-könyvünk mélyen az AM szívébe hatol, és feltárja a megbízható anyagjellemzési technikák, különösen a termikus analízis és a reológia erejét.