
19.04.2021 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Investigating UV Exposure and Thermal Cure in Vat Photopolymerization
During the Vat Photopolymerization process, the component is built-up in layers in a liquid resin vat using a UV laser beam to selectively cure the resin. Learn how the degree of thermal cross-linking of a two-component resin is determined by the preceding cross-linking reaction during photo-polymerization.
There are many variations of the process, which are explained in this video.
Configuration de la photopolymérisation en cuve
Une configuration intéressante, optimisée pour l'impression rapide, consiste à utiliser la projection d'un masque sur l'ensemble de la couche et un mouvement de haut en bas de la plate-forme de construction. Cela signifie que le laser UV ne trace pas la forme de chaque couche au pixel près, mais que le faisceau laser prend la forme de la géométrie de la couche entière et l'expose en une seule fois. Parallèlement, l'approche descendante signifie que la plate-forme de construction est immergée dans la résine et que la projection de lumière UV se fait par le bas à travers une fenêtre. Après chaque couche, la plate-forme est remontée d'une hauteur de couche et le processus est répété. Le Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement d'une couche entre l'espace de la fenêtre et la plate-forme de construction ou les couches précédentes de la pièce peut entraîner l'adhésion de la pièce à la fenêtre et affecter le mouvement vers le haut. Le principe du processus est expliqué ici.
Par conséquent, dans une variante souvent appelée Digital Light Synthesis (DLS), la fenêtre est en fait une membrane perméable à l'oxygène. Cela permet la diffusion de l'oxygène à travers la fenêtre et dans l'interstice de résine. Comme pour tous les processus de diffusion, le changement de concentration dépend du temps et se traduit par une saturation en oxygène à l'interface de la résine et de la fenêtre et par des concentrations plus faibles plus haut dans la résine. Cet effet est utilisé avec les résines sensibles à l'oxygène, dont la réaction est inhibée par l'oxygène. Les acrylates en sont un exemple typique.
Grâce à cet effet, la résine reste liquide à l'interface avec la fenêtre et peut être facilement libérée lors du mouvement ascendant de la plate-forme. Le reste de la résine dans l'espace exposé à la lumière UV est cependant en train de durcir. Pour comprendre le comportement de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement aux UV d'une résine donnée, on peut utiliser la photocalorimétrie différentielle (donnée par un Photo-DSC) équipée d'une source de lumière UV.
Comment fonctionne un Photo-DSC
Dans leur article intitulé "Investigation of the influence of exposure time on the dual-curing reaction of RPU 70 during the DLS process and the resulting mechanical part properties", Philip Obstet al. [1] ont voulu montrer que le degré de réticulation thermique d'une résine à deux composants est déterminé par la réaction de réticulation précédente lors de la photopolymérisation [1].
L'étude réalisée en collaboration avec NETZSCH Analyzing & Testing utilise un Photo-DSC 204 F1 Phoenix® avec une extension de lumière UV OmniCure® S2000 SC et analyse une résine polyuréthane rigide.
La résine est un système à double Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement qui est initialement durci par la lumière UV pendant le processus d'impression 3D. Ensuite, elle est durcie à des températures élevées dans un four pour améliorer encore les propriétés mécaniques et la Stabilité thermiqueUn matériau est thermiquement stable s'il ne se décompose pas sous l'influence de la température. Une façon de déterminer la stabilité thermique d'une substance est d'utiliser un ATG (analyseur thermogravimétrique). stabilité thermique du composant. Les deux étapes peuvent être étudiées avec le Photo-DSC NETZSCH, où la source de lumière UV peut être librement programmée en combinaison avec des rampes de température et des segments isothermes. La lumière UV est émise par une lampe à mercure courte de 200 W arc contenue dans le DSC et envoyée par des fibres optiques et des lentilles dans la chambre de mesure sur l'échantillon et la cuvette vide. Un mécanisme d'iris rotatif est utilisé pour permettre des réglages précis des temps d'exposition ainsi que des intensités lumineuses directement dans le logicielNETZSCH Proteus®. Le système Omnicure offre en outre un large spectre de sortie, qui peut être adapté à l'aide de filtres de limitation de bande si des longueurs d'onde spécifiques sont nécessaires pour une application.
Comment mesurer le durcissement UV et thermique avec un Photo-DSC NETZSCH
Bien que l'ensemble de l'étude soit disponible ici, un exemple de mesure incluant l'analyse sera présenté ici.
Pour les expériences réalisées, le spectre complet de l'instrument OmniCure® a été utilisé. En raison de la distance constante de 20 mm entre la sortie de la lumière et l'échantillon, une perte d'intensité se produit. C'est pourquoi un facteur de conversion est utilisé pour corriger cette perte. Pour obtenir l'intensité lumineuse d'environ 9 mW/cm2 qui se produit dans l'imprimante 3D, un réglage de 0,5 W/cm2 a été utilisé dans le logiciel.
Pour chaque mesure, l'exposition aux UV est effectuée à 30°C pendant un segment IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme de 5 minutes. Ensuite, l'échantillon est chauffé à 120°C à une vitesse de 3 K/min et maintenu constant pendant 10 minutes pour s'assurer que le Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement est terminé, avant d'être refroidi à 30°C.
Toutes les conditions de mesure sont résumées dans le tableau suivant :
Tableau 1 : Conditions de mesure
| Cuvette | Concavus®al sans couvercle |
| Masse de l'échantillon | 5 mg |
| Atmosphère | N2 |
| Plage de température | 30°C à 200°C à une vitesse de chauffage de 3 K/min |
| Intensité UV | 0.5 W/cm2 |
| Durée d'exposition | 6.8 s |
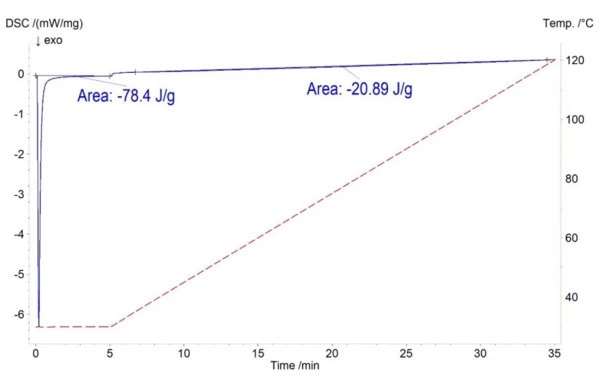
La figure 1 montre le résultat de la polymérisation UV et de la polymérisation thermique qui s'ensuit. Au début du segment IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme, l'échantillon est exposé pendant 6,8 s et l'enthalpie ExothermiqueUne transition d'échantillon ou une réaction est exothermique si elle produit de la chaleur.exothermique résultante est mesurée à 78,4 J/g. Au cours de l'étape de chauffage suivante, le Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement thermique de l'échantillon se produit et est déjà terminé lorsque la température finale de 120°C est atteinte.
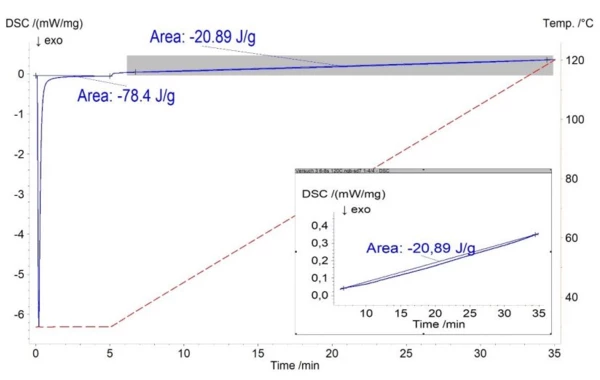
Cela peut être mieux observé dans la figure 2, où l'écart par rapport à la ligne de base est mis en évidence. On constate que l'enthalpie ExothermiqueUne transition d'échantillon ou une réaction est exothermique si elle produit de la chaleur.exothermique due au durcissement thermique est de 20,89 J/g.
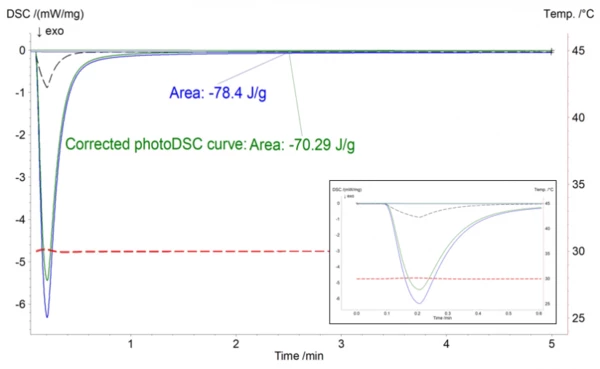
Pendant l'exposition aux UV, l'énergie mesurée générée par la lumière pure doit être corrigée. C'est pourquoi l'étape d'exposition aux UV est répétée sur l'échantillon de résine entièrement polymérisé et l'augmentation de l'enthalpie est mesurée. Le résultat est illustré à la figure 3. La courbe bleue montre la mesure initiale (voir figure 1) et la courbe noire montre l'enthalpie de l'exposition aux UV de la résine entièrement polymérisée. En utilisant la fonction de soustraction du Proteus® logiciel, l'enthalpie corrigée est calculée et représentée par la courbe verte. L'enthalpie ExothermiqueUne transition d'échantillon ou une réaction est exothermique si elle produit de la chaleur.exothermique après correction est de 70,29 J/g.
Le bon équilibre est important
Cet exemple montre qu'avec un temps d'exposition de 6,8 s, la majeure partie du durcissement se produit pendant l'exposition aux UV par rapport au durcissement thermique (21 J/g). On peut voir que la combinaison d'une photo-DSC et d'une fonctionnalité DSC conventionnelle est capable d'analyser des systèmes de matériaux aussi complexes. L'étude complète montre que des temps d'exposition plus faibles modifient ce rapport dans la direction opposée : à faible durée d'exposition, la majorité des liaisons transversales est formée pendant l'étape de durcissement thermique.
Les auteurs ont combiné ces résultats avec des tests mécaniques sur les échantillons et ont pu conclure que plus le durcissement dû à l'exposition à la lumière UV est important, plus les pièces obtenues sont résistantes (voir figure 4).
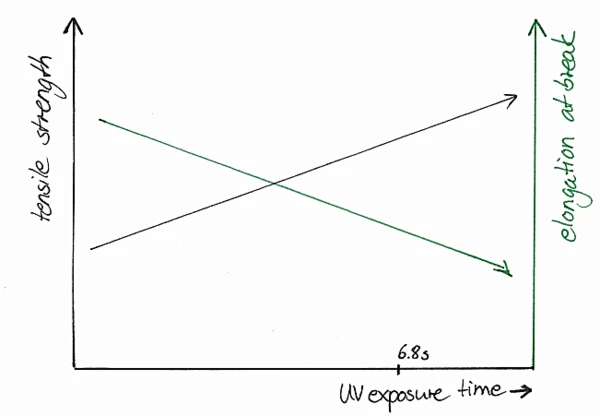
Cela indique que la réticulation thermique dépend du réseau précédemment formé pendant l'exposition aux UV. Toutefois, les auteurs ont également constaté que si la quantité de réticulations résultant de la réticulation thermique est trop faible, une fragilisation peut se produire et, par conséquent, les performances mécaniques peuvent également être réduites. L'étude complète peut être lue ici!
Source et affiliations
1] Obst, P.a, Riedelbauch, J.a, Oehlmann, P.a, Rietzel, D.a, Launhardt, M.c, Schmölzer, S.d, Osswald, T.A.e et Witt, G.b (2020) : Étude de l'influence du temps d'exposition sur la réaction de double durcissement du RPU 70 pendant le processus DLS et les propriétés mécaniques de la pièce qui en résultent. Additive Manufacturing Volume 32. https://doi.org/10.1016/j.addma.2019.101002
aBMWGroup, Additive Manufacturing Center, Munich, Allemagne, bInstitutd'ingénierie de la production, Université Duisburg - Essen, Duisburg, Allemagne, cInstitutde technologie des polymères, Friedrich-Alexander-University Erlangen-Nuremberg, Erlangen, Allemagne, dNETZSCH GmbH & Co. KG, Selb, Allemagne, ePolymerEngineering Center, Department of Mechanical Engineering, University of Wisconsin-Madison, Madison, WI 53706 USA
Plus d'études sur les résines à double durcissement avec le Photo-DSC NETZSCH
Étude des résines à double durcissement pour la synthèse numérique par la lumière (DLS) avec le Photo-DSC 204 F1 Phoenix®
Les photopolymères utilisés dans la technologie de fabrication additive Digital Light Synthesis (DLS) sont des matériaux difficiles. Jusqu'à présent, on sait peu de choses sur les conséquences de l'augmentation des températures, par exemple en raison de températures ambiantes plus élevées. Un article de recherche vise à étudier l'influence des températures sur ces résines à double durcissement et constate que le Photo-DSC est le plus efficace pour suivre la conversion thermique ainsi que pour identifier les temps d'exposition optimaux.
Comment la photo-DSC fait progresser les protocoles de test des échantillons liquides pour la fabrication additive
Les photopolymères ont gagné en importance dans de nombreuses industries. La synthèse numérique de la lumière (DLS), une technologie de fabrication additive, est un excellent exemple de l'utilisation des photopolymères. Découvrez pourquoi le Photo-DSC NETZSCH est une méthode éprouvée pour optimiser le processus de fabrication additive.

Livre électronique GRATUIT
Analyse thermique et rhéologie dans la fabrication additive de polymères
Découvrez les secrets des capacités de l'AM qui changent la donne ! Notre nouvel ebook plonge au cœur de l'AM, dévoilant la puissance de techniques fiables de caractérisation des matériaux, en particulier l'analyse thermique et la rhéologie.