Ügyfél SIKERES TÖRTÉNET
Az olvadéktörés megértése a polimerfeldolgozásban a NETZSCH kapilláris reométerekkel
Ez egy ügyfél sikertörténete Don Flemingtől. A Fleming Polymer Testing alapítójaként 1988 óta nyújt szerződéses vizsgálati szolgáltatásokat a polimeripar számára, a NETZSCH RH2000, RH7 és RH10 kapilláris reométereket használva.

Don Fleming bemutatkozása
"A nevem Don Fleming. A Bradfordi Egyetemen szereztem gépészmérnöki diplomát, majd ugyanezen a tanszéken doktoráltam. Kutatásom lényegi területe a térhálósított LLDPE és PET habok kétcsigás extrudálással történő reaktív extrudálása volt, és a tanszék kapilláris reométere alapvető része volt ennek a munkának, ami végül azt eredményezte, hogy az 1990-es évek elején a Rosandnál dolgoztam. 1998-ban alapítottam meg a Fleming Polymer Testinget, amely a kapilláris reometriát használta vállalkozásom sarokköveként, és szerződéses vizsgálati munkát végzett a polimeripar számára.
A vállalkozás megkezdésekor adott volt, hogy a reométer a Rosand kétfuratú reométere lesz, és miután sok más reométert láttam a területen, nem kérdés, hogy a Rosand volt és továbbra is a legjobb műszer.
A vállalkozásnak ma már van egy RH2000, egy RH7 és egy RH10. Mindhárom műszerrel számos anyagon dolgoztak, nem csak polimereken, és rugalmassága és érzékenysége lehetővé tette, hogy az olyan összetett munkákat, mint az alább leírt olvadéktörés, könnyedén el lehessen végezni.
A cél: Valós polimer folyamatok problémáinak megoldása
Azóta az üzletág kibővült és konszolidálódott a Compuplast áramlásszimulációs szoftvercsomag forgalmazásával, amely természetesen nagymértékben támaszkodik a reométerek adataira. Az üzlet lehetővé tette számomra, hogy a világ számos legnagyobb polimeripari vállalatához utazzak, hogy képzést és szemináriumokat tartsak, és hogy a reometria tudományos aspektusait összekapcsoljam a valós életben felmerülő folyamatproblémák megoldásával. A vizsgálat rutinszerű elemei az áramlásszimuláció szigorúságával együtt azt jelentik, hogy a reométerek képességének minden aspektusát gyakoroljuk, a szerszám duzzadásától a falcsúszáson és az olvadék törésén át az extenziós viszkozitásig.

Az olvadéktörés és az olvadékszakadás megértése a polimerfeldolgozásban
A polimerfeldolgozás egyik legérdekesebb és legproblémásabb területe az olvadéktörés. Az olvadéktörés következtében az extrudált polimer felülete érdes és hullámos lesz, amint azt az 1. ábra mutatja.
Ez nyilvánvalóan komoly probléma, ha arra van szükségünk - és a legtöbb esetben ez így is van -, hogy a termékünk felülete sima és hibamentes legyen; senki sem akar rossz megjelenésű kábelt, profilt vagy csövet gyártani! Az olvadéktörés és testvérjelenségének, az olvadékszakadásnak az okait évtizedek óta tudományos vizsgálat tárgyát képezik, anélkül, hogy vitathatatlanul nagy konszenzus alakult volna ki. Az egyik nem vitatott szempont azonban az, hogy az Olvadási hőmérsékletek és EnthalpiákEgy anyag fúziós entalpiája, más néven látens hő, annak az energiabevitelnek, jellemzően hőnek a mértéke, amely ahhoz szükséges, hogy egy anyag szilárd állapotból folyékony állapotba kerüljön. Egy anyag olvadáspontja az a hőmérséklet, amelyen szilárd (kristályos) állapotból folyékony (izotróp olvadék) állapotot vált.olvadás egy meghatározott, kritikus feszültségnél következik be, és ez a feszültség csak kapilláris reométerrel mérhető.
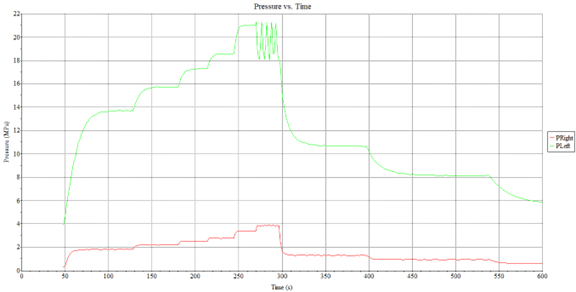
A 2. ábra a reométer által tapasztalt nyomásingadozást mutatja az olvadéktörő polimerrel való találkozáskor. Amint a felületi torzulások megkezdődnek, a hosszú szerszámú nyomásátalakító ciklikus hullámzással találkozik, amely során a nyomás egyensúlya nem lehetséges; a nyírófeszültség értékének kiszámításához a nyomásnak egyensúlyi állapotban kell lennie.
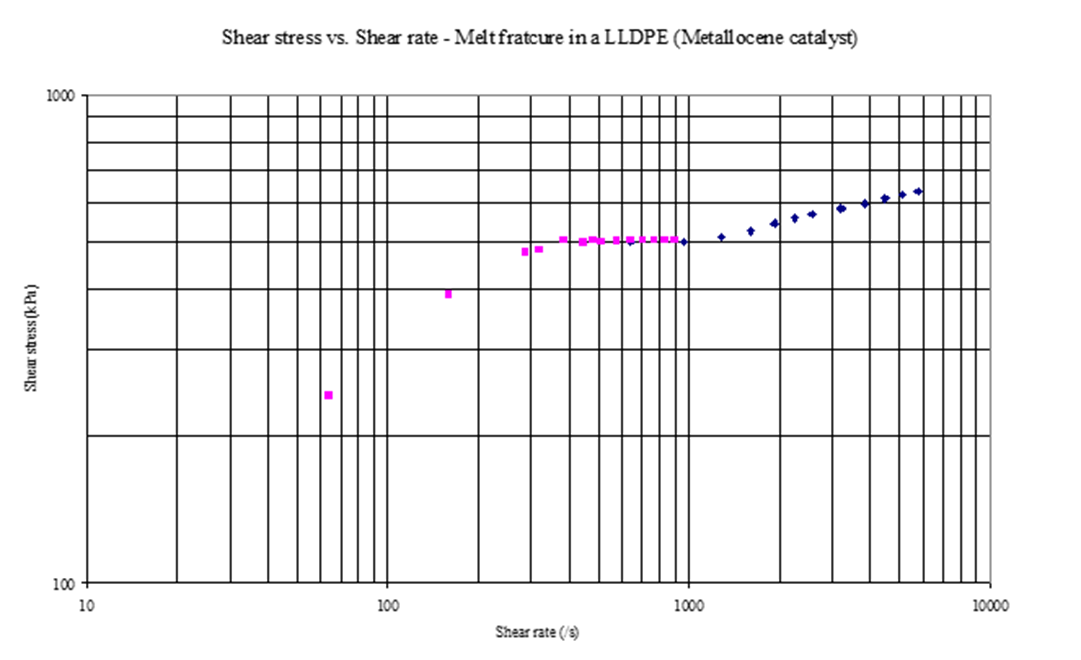
Ha nem vagyunk tisztában ezzel a jelenséggel, akkor nagyon gyakran olyan nyírási viszkozitási függvényt kapunk, amely úgy néz ki, mint a 3. ábra, ahol van egy plató régió. Ez a plató nem valódi, hanem annak a megnyilvánulása, hogy a reométer egyensúlyi nyomást keres, nem talál, majd továbblép a következő nyírási sebességre. Bár ez az eredmény nem valós, mégis az olvadék törésére utal, és az extrudátum vizuális vizsgálata gyakran megerősíti ezt. Továbbá, a kritikus nyírófeszültség a 3. ábrából kivehető, mint az a nyírófeszültség, ahol a plató kezdődik; ebben az esetben 500 kPa.
A tudományos munka megerősíti, hogy a kritikus feszültség független a hőmérséklettől és a súlyátlag molekulatömegtől, következésképpen lényegében lehetetlen az irradikálás, ha a tömegátlag és/vagy a szerszámgeometria megmarad.
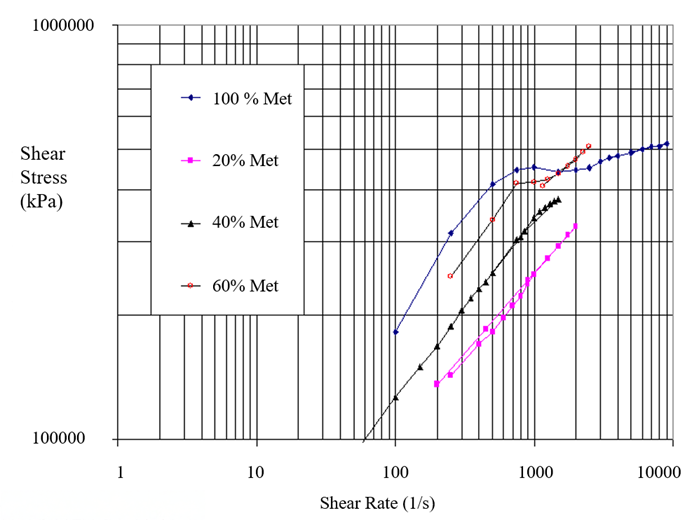
A 4. ábra a 100%-ban metallocénnel katalizált lineáris kis SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűségű polietilén (LLDPE) olvadéktörését mutatja, és jól látható, hogy a kritikus feszültség 450 kPa körül van. Ha a metallocént növekvő arányban Zieger Natta katalizált fajtával keverjük, látható, hogy a kritikus feszültség csökken; 60%-os metallocén arányra csökkentve a kritikus feszültség 410 kPa körüli értékre csökken, és 20%-os aránynál 340 kPa körüli értékre csökken.
Ez a fontos eredmény azon kevés módszerek egyikét mutatja be, amelyekkel a kritikus feszültség csökkenthető, és azt, hogy hogyan lehet ezt csak kapilláris reometriával kimutatni és mérni"
Visszaigazolás
Nagy köszönet Don Flemingnek, a Fleming Polymer Testing munkatársának, hogy megosztotta velünk a polimerfeldolgozás során fellépő olvadéktöréssel kapcsolatos szakértelmét. Don bemutatta, hogyan lehet a kritikus nyírófeszültséget mérni és megérteni - az összetett áramlási viselkedést értékes felismerésekké alakítva. Büszkék vagyunk arra, hogy megbízható, nagy pontosságú reométereinkkel támogathatjuk ezt a fontos munkát.