소개
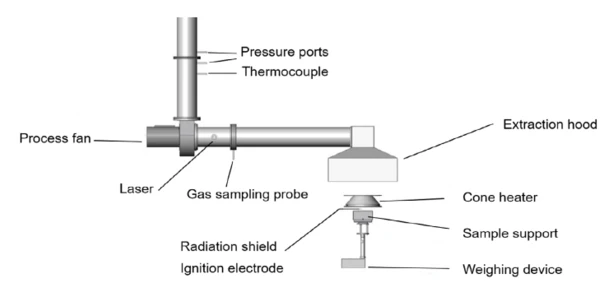
재료의 화재 거동을 분석하는 것은 안전 엔지니어링의 핵심 부분입니다. TCC 918 콘 열량계(그림 1)는 열 방출률(HRR), 질량 손실 및 연기 배출과 같은 주요 파라미터를 결정하는 데 사용되는 잘 정립된 테스트 장치입니다. 재료의 화학적 조성뿐만 아니라 시료의 형상 및 화재 거동과 같은 물리적 파라미터가 측정 결과에 영향을 미칠 수 있습니다.
ISO 5660-1에 따라 시험 시편의 표준 치수는 100mm × 100mm이며 두께는 6mm에서 50mm 사이입니다. 이 조사는 시료 두께가 측정 결과에 미치는 영향을 분석하는 것을 목표로 합니다.

테스트 설정 및 조건
두께가 7 mm, 14 mm, 약 19 mm인 9개의 PMMA 샘플(두께당 세 번 측정)을 조사했습니다.
샘플은 질량 손실을 지속적으로 기록할 수 있도록 계량 셀에 장착된 수평 샘플 홀더에 놓였습니다. 일정한 열유속 밀도 50kW/m²의 전기 콘 히터를 사용하여 열을 가했습니다. 충분한 열분해 가스가 방출되면 스파크 점화기를 통해 점화가 이루어졌습니다. 생성된 연도 가스를 분석하여 질량 유량, 연도 가스 온도 및 O₂, CO₂ 및 CO의 농도를 결정했습니다. 연기 밀도는 빛 투과율로 측정했습니다. 가스 분석 시스템(지멘스 옥시매트/울트라매트)은 측정 시리즈에 앞서 보정되었으며, 메탄 버너를 사용하여 C 계수¹를 검증했습니다. 측정 조건은 표 1에 요약되어 있습니다.
표 1: 측정 조건
| 샘플 홀더 | 수평 |
| 샘플 및 두께 | 약 7, 14, 19mm의 PMMA |
| 열 흐름 | 50 kW/m2 |
| 공칭 열 유량 | 24.0 l/s |
| 콘 히터까지의 거리 | 25 mm |
1ISO 5660-1에 정의된 C 계수는 열 방출률(HRR)을 결정하는 데 사용되는 보정 상수입니다. 산소 분석기의 신호를 실제 방출되는 열 에너지와 연결합니다.
측정 결과
발화 시간(TOI) 및 소멸까지 연소 시간(TOF)
예상대로 점화 시간(TOI)은 모든 샘플에서 동일하게 22초로 나타났습니다. 이는 점화가 주로 재료의 두께보다는 표면 특성에 의해 영향을 받는다는 것을 시사합니다.
이와는 대조적으로 완전 소멸까지 연소하는 시간(Time of Flame-off, TOF)은 샘플 두께에 따라 분명히 달라집니다. 7mm 샘플은 평균 597초, 14mm 샘플은 평균 857초, 19mm 샘플은 평균 1108초 동안 연소했습니다(표 2 참조). 특히 샘플 두께가 균일하게 증가함에 따라 TOF의 균일한 시간 차이도 관찰되었습니다. 이를 통해 TOF와 샘플 두께 사이의 거의 선형적인 관계를 도출할 수 있어 두께를 더 늘릴 때 간단한 보간을 할 수 있습니다.
표 2: 소멸까지 평균 점화 및 연소 시간
| 샘플 두께 | TOI | TOF |
|---|---|---|
| 7 mm | 22 s | 597 s |
| 14 mm | 22 s | 857 s |
| 19 mm | 22 s | 1108 s |
열 방출(HRR, THR)
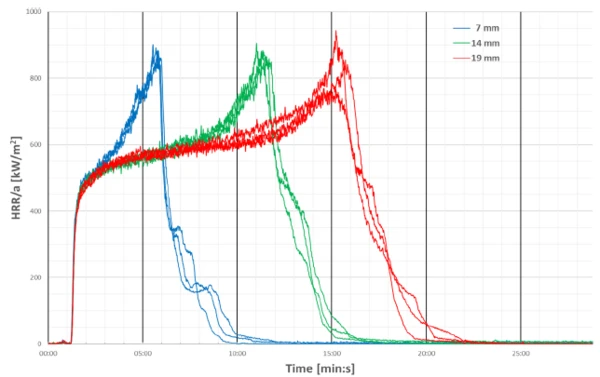
분석의 핵심은 단위 시간당 방출되는 열의 양으로 정의되는 열 방출률(HRR)입니다.
그림 2는 다양한 두께의 PMMA 샘플에 대한 HRR 곡선을 보여줍니다: 7mm(파란색), 14mm(녹색), 19mm(빨간색). HRR을 평가하면 샘플 두께에 따라 뚜렷한 차이가 있음을 알 수 있습니다.
최대 HRR은 모든 샘플 두께(~880kW/m²)에서 비슷하지만, 샘플 두께가 증가함에 따라 발생 시점이 체계적으로 늦게 이동합니다. 이는 두꺼운 물질일수록 완전히 가열되어 열분해를 거치는 데 더 많은 시간이 필요하기 때문에 예상된 결과입니다. 더 얇은 시료에서는 휘발성 성분이 더 일찍 방출됩니다.
연소 중 방출되는 총 열량(THR)은 시간에 따른 HRR의 적분과 일치합니다. 그림 3은 THR 곡선을 보여줍니다. 예상대로 THR 값은 샘플 두께에 따라 증가합니다.
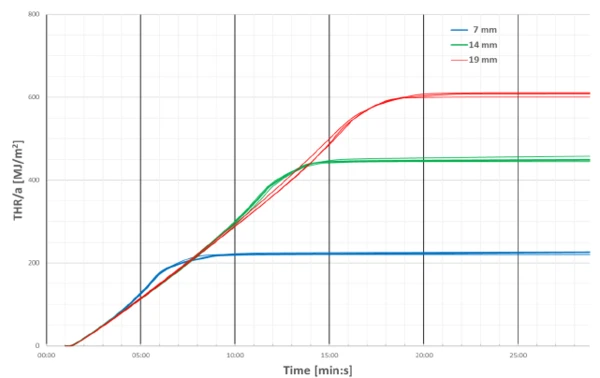
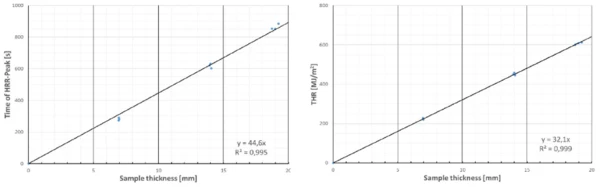
그림 4는 시료 두께와 a) HRR 최대 시간 및 b) 총 열 방출량 사이의 선형 관계를 보여줍니다. 이 상관관계를 통해 완전 연소 시 THR은 본질적으로 사용된 재료의 양에 따라 결정된다는 것을 알 수 있습니다. 시료 두께, 완전 소멸까지 연소 시간(TOF) 및 THR 사이의 선형 관계는 모든 시료가 거의 완전히 변환되었음을 나타냅니다. 시료 두께가 다른 두 개의 개별 측정값을 다른 시료 두께에 해당하는 값으로 쉽게 변환할 수 있습니다.
스모크 프로덕션(SPR, TSP)
조사의 또 다른 중요한 측면은 연기 발생을 기록하는 것입니다. 이는 연도 가스 흐름의 광 투과율을 측정하여 달성할 수 있습니다. 레이저 빔이 배기관을 통해 안내됩니다(그림 5 참조). 투과율이 감소하면 연기 밀도가 증가했음을 나타냅니다.
HRR과 마찬가지로 시료 두께가 증가할수록 최대 연기 생성률(SPR)에 도달하는 데 더 오랜 시간이 걸리는 것으로 관찰되었습니다. 그림 6에서 볼 수 있듯이, SPR 곡선은 얇은 샘플은 large 의 연기를 빠르게 방출하는 반면, 두꺼운 샘플은 더 오랜 시간에 걸쳐 연기를 방출하는 것을 보여줍니다. 이는 두꺼운 시료가 완전히 분해되는 데 더 오랜 시간이 걸리는 열분해 과정이 지연되는 것을 반영합니다.
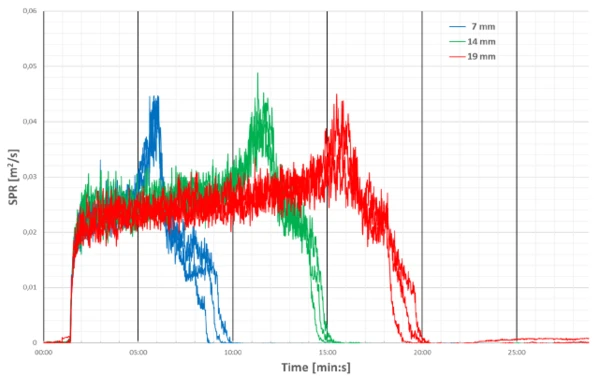
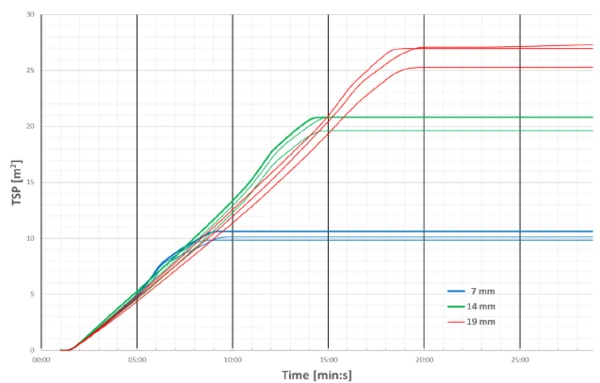
그림 7에 표시된 총 연기 생성량(TSP)은 예상대로 샘플 두께가 증가함에 따라 증가합니다.
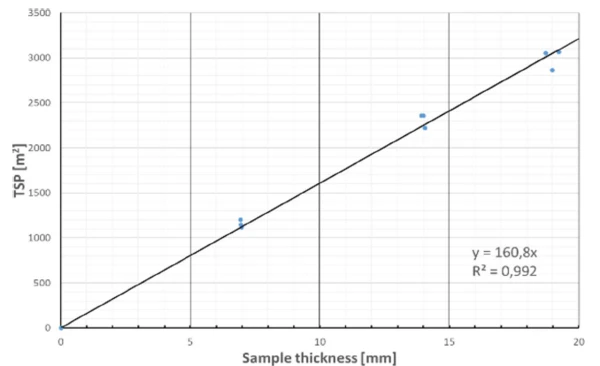
그림 8은 시료 두께와 TSP 사이의 거의 선형적인 관계를 보여줍니다. 이는 시료 질량이 완전히 변환되면 총 연기 출력은 본질적으로 존재하는 물질의 양에 의해 결정된다는 것을 확인시켜 줍니다.
요약
시료 두께는 콘 열량계의 연소 파라미터에 상당한 영향을 미칩니다. 점화 시간은 거의 일정하게 유지되지만, 시료 두께가 증가함에 따라 연소 시간, THR 및 TSP는 거의 선형적으로 증가합니다.
이러한 결과는 신뢰할 수 있고 비교 가능한 결과를 보장하기 위해 비교 재료 테스트에 항상 동일한 시료 두께를 사용하는 것이 중요하다는 것을 강조합니다. 관찰된 선형성 덕분에 두 가지 두께만을 기준으로 한 측정 결과를 간단한 보간 또는 외삽을 사용하여 다른 두께로 옮길 수도 있습니다.
실제로는 동일한 용도에 다양한 두께의 재료가 사용되는 경우가 많으므로, 현실적인 화재 방지 평가를 위해서는 일반적인 구성 요소 두께 또는 실제 설치 상황과 같은 용도별 조건에서 테스트를 수행하는 것이 합리적입니다. 그래야만 실제 화재 거동을 안정적으로 평가하고 근거에 입각한 재료 선택을 할 수 있습니다.