Bevezetés
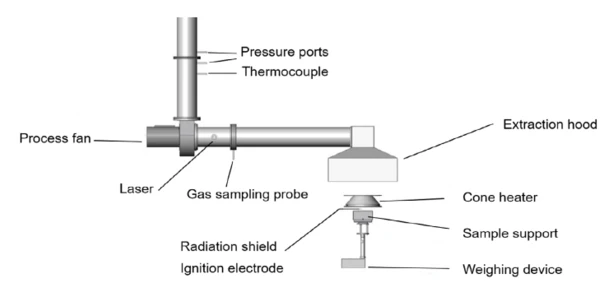
Az anyagok tűzzel kapcsolatos viselkedésének elemzése a biztonságtechnika kulcsfontosságú része. A TCC 918 kúpkaloriméter (1. ábra) egy jól bevált vizsgálati eszköz, amelyet olyan kulcsfontosságú paraméterek meghatározására használnak, mint a hőfelszabadulási sebesség (HRR), a tömegveszteség és a füstkibocsátás. Az anyag kémiai összetétele, valamint az olyan fizikai paraméterek, mint a minta geometriája és a tűz viselkedése befolyásolhatják a mérési eredményeket.
Az ISO 5660-1 szabvány szerint a vizsgálati minták szabványos méretei 100 mm × 100 mm, 6 mm és 50 mm közötti vastagsággal. E vizsgálat célja a minta vastagságának a mérési eredményekre gyakorolt hatásának elemzése.

Vizsgálati beállítások és feltételek
Kilenc 7 mm, 14 mm és körülbelül 19 mm vastagságú PMMA-mintát vizsgáltak (vastagságonként három mérés).
A mintákat egy vízszintes mintatartóra helyeztük, amelyet egy mérőcellára szereltünk, hogy lehetővé tegyük a tömegveszteség folyamatos rögzítését. A hőbevitel egy 50 kW/m² állandó hőáram-SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűségű elektromos kúpos fűtőberendezéssel történt. A gyújtás szikragyújtókon keresztül történt, miután elegendő pirolízisgáz szabadult fel. A keletkező füstgázokat elemezték a tömegáramlási sebesség, a füstgáz hőmérséklete és az O₂, CO₂ és CO koncentrációjának meghatározása céljából. A füst SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűségét fénytranszmisszióval határozták meg. A gázelemző rendszert (Siemens Oxymat/ Ultramat) a méréssorozat előtt kalibrálták, és a C-tényezőt¹ egy metánégővel validálták. A mérési feltételeket az 1. táblázat foglalja össze.
Táblázat: Mérési feltételek
| Mintatartó | Vízszintes |
| Minták és vastagságok | Kb. 7, 14, 19 mm-es PMMA |
| Hőáramlás | 50 kW/m2 |
| Névleges hőáramlási sebesség | 24.0 l/s |
| Távolság a kúpos fűtőkészüléktől | 25 mm |
1AzISO 5660-1 szabványban meghatározott C-tényező egy kalibrációs állandó, amelyet a hőleadási sebesség (HRR) meghatározásához használnak. Az oxigénanalizátor jelét a ténylegesen felszabaduló hőenergiához kapcsolja.
Mérési eredmények
A gyulladás ideje (TOI) és az égés ideje a kihalásig (TOF)
A várakozásoknak megfelelően a gyulladási idő (TOI) minden minta esetében azonos, és 22 másodperc. Ez arra utal, hogy a gyulladást elsősorban a felületi tulajdonságok befolyásolják, nem pedig az anyagvastagság.
Ezzel szemben a teljes kialvásig tartó égési idő (Time of Flame-off, vagy TOF) egyértelműen a minta vastagságától függ. A 7 mm-es minták átlagosan 597 másodpercig, a 14 mm-es minták átlagosan 857 másodpercig, a 19 mm-es minták pedig átlagosan 1108 másodpercig égtek (lásd a 2. táblázatot). Figyelemre méltó, hogy a minta vastagságának egyenletes növekedésével egyenletes időbeli különbségek is megfigyelhetők voltak a TOF-ben. Ez lehetővé teszi a TOF és a minta vastagsága közötti majdnem lineáris kapcsolat levezetését, ami további vastagságok esetén egyszerű interpolációt tesz lehetővé.
Táblázat: A gyulladás és az égés átlagos ideje a kialvásig
| A minta vastagsága | TOI | TOF |
|---|---|---|
| 7 mm | 22 s | 597 s |
| 14 mm | 22 s | 857 s |
| 19 mm | 22 s | 1108 s |
Hőfelszabadulás (HRR, THR)
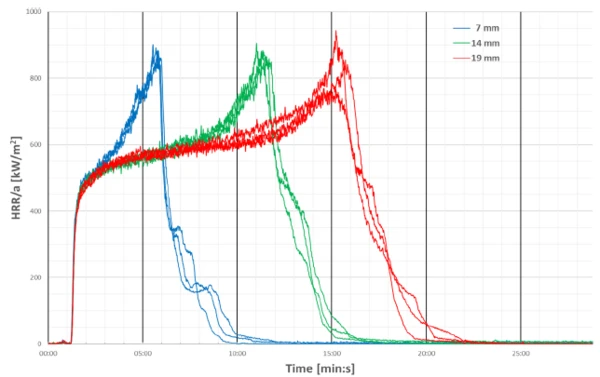
Az elemzés kulcsfontosságú szempontja a hőfelszabadulási sebesség (HRR), amelyet az időegységenként felszabaduló hőmennyiségként határoznak meg.
A 2. ábra a különböző vastagságú PMMA minták HRR-görbéit mutatja: 7 mm (kék), 14 mm (zöld) és 19 mm (piros). A HRR kiértékelése egyértelmű különbségeket mutat a minta vastagsága között.
Míg a maximális HRR minden mintavastagság esetében hasonló (~880 kW/m²), a minta vastagságának növekedésével a maximális HRR szisztematikusan későbbre tolódik. Ez várható volt, mivel a vastagabb anyagoknak több időre van szükségük a teljes felmelegedéshez és a pirolízishez. A vékonyabb mintákban az illékony komponensek korábban szabadulnak fel.
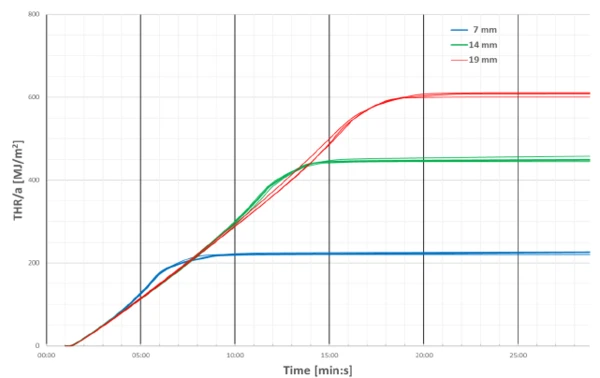
Az égés során felszabaduló teljes hőmennyiség (THR) megfelel a HRR időbeli integráljának. A 3. ábra a THR-görbéket mutatja. A várakozásoknak megfelelően a THR-értékek a minta vastagságával nőnek.
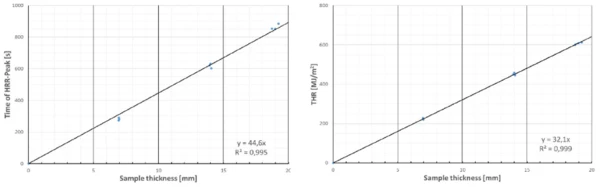
A 4. ábra a minta vastagsága és a) a HRR-maximum ideje és b) a teljes hőfelszabadulás közötti lineáris kapcsolatot mutatja. Az összefüggés megerősíti, hogy teljes égés esetén a THR-t alapvetően a felhasznált anyag mennyisége határozza meg. A minta vastagsága, a teljes kioltásig tartó égési idő (TOF) és a THR közötti lineáris kapcsolat azt jelzi, hogy minden minta szinte teljesen átalakult. Két különböző mintavastagsággal végzett egyedi mérés könnyen átváltható más mintavastagságok megfelelő értékeire.
Füsttermelés (SPR, TSP)
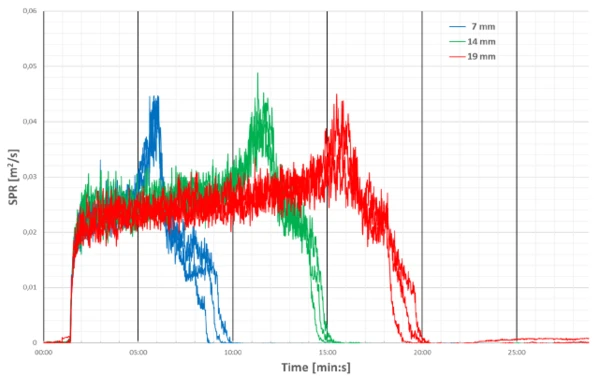
A vizsgálat másik fontos szempontja a füstfejlődés rögzítése. Ezt a füstgázáram fényáteresztésének mérésével érjük el. A lézersugarat a kipufogócsövön keresztül vezetik (lásd az 5. ábrát). A csökkenő fényáteresztés a füstsűrűség növekedését jelzi.
A HRR-hez hasonlóan megfigyelhető volt, hogy a minta vastagságának növekedésével hosszabb időre volt szükség a maximális füstképződési sebesség (SPR) eléréséhez. Amint az a 6. ábrán látható, az SPR-görbék azt mutatják, hogy a vékonyabb minták gyorsan kibocsátanak large mennyiségű füstöt, míg a vastagabb minták hosszabb idő alatt bocsátanak ki füstöt. Ez a késleltetett PirolízisA pirolízis szerves vegyületek termikus bomlása inert atmoszférában.pirolízis folyamatát tükrözi, amikor a vastagabb mintáknak hosszabb időbe telik a teljes Bomlási reakcióA bomlási reakció egy kémiai vegyület szilárd és/vagy gáznemű termékeket képező, hő hatására lejátszódó reakciója. bomlás.
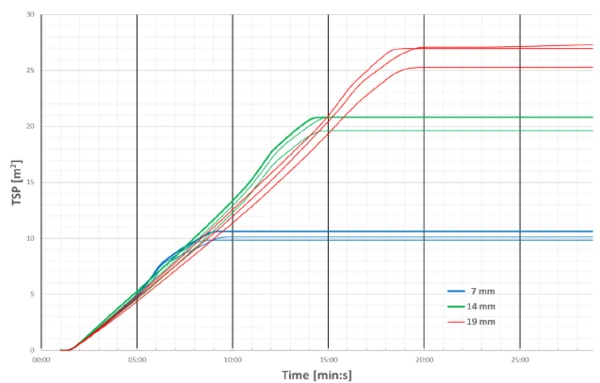
A 7. ábrán látható teljes füsttermelés (TSP) a minta vastagságának növekedésével a várakozásoknak megfelelően növekszik.
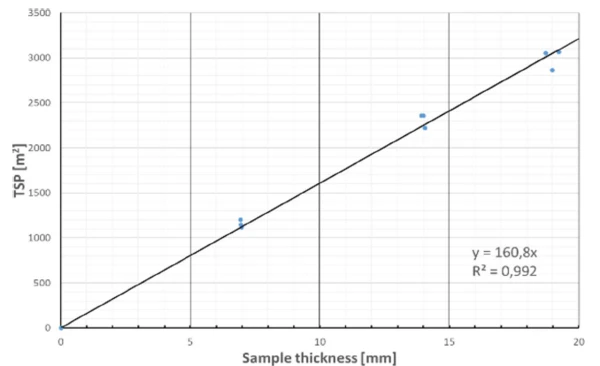
A 8. ábra a minta vastagsága és a TSP közötti majdnem lineáris kapcsolatot mutatja. Ez megerősíti, hogy miután a minta tömege teljesen átalakult, a teljes füstkibocsátást alapvetően a jelen lévő anyag mennyisége határozza meg.
Összefoglaló
A minta vastagsága jelentősen befolyásolja a tűz paramétereit a kúpkaloriméterben. Míg a gyulladási idő nagyjából állandó marad, az égési idő, a THR és a TSP szinte lineárisan nő a minta vastagságának növekedésével.
Ezek az eredmények rávilágítanak annak fontosságára, hogy az összehasonlító anyagvizsgálatokhoz mindig azonos mintavastagságokat használjunk a megbízható és összehasonlítható eredmények biztosítása érdekében. A megfigyelt linearitásnak köszönhetően a csak két vastagságon alapuló mérési eredmények egyszerű interpolációval vagy extrapolációval más vastagságokra is átvihetők.
Mivel a gyakorlatban gyakran különböző vastagságú anyagokat használnak ugyanarra az alkalmazásra, a valósághű tűzvédelmi értékelés érdekében célszerű a vizsgálatokat alkalmazásspecifikus körülmények között, például tipikus alkatrészvastagságokkal vagy valós beépítési helyzetekkel elvégezni. Ez az egyetlen módja a tényleges tűzvédelmi viselkedés megbízható értékelésének és a megalapozott anyagválasztásnak.