Въведение
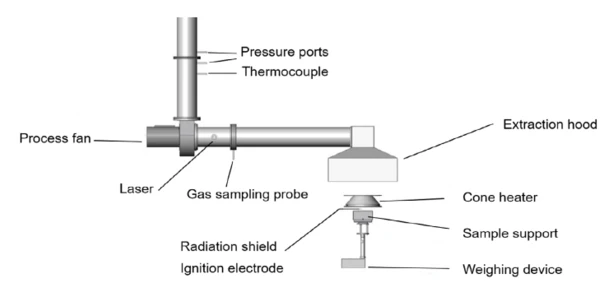
Анализът на поведението на материалите при пожар е ключова част от инженерната безопасност. Конусовият калориметър TCC 918 (фигура 1) е утвърдено устройство за изпитване, което се използва за определяне на ключови параметри, като скорост на отделяне на топлина (HRR), загуба на маса и димни емисии. Химическият състав на материала, както и физическите параметри, като геометрията на образеца и поведението при пожар, могат да повлияят на резултатите от измерването.
В съответствие с ISO 5660-1 стандартните размери на образците за изпитване са 100 mm × 100 mm, с дебелина между 6 mm и 50 mm. Целта на настоящото изследване е да се анализира влиянието на дебелината на образеца върху резултатите от измерването.

Настройки и условия за изпитване
Бяха изследвани девет образеца от PMMA с дебелини 7 mm, 14 mm и приблизително 19 mm (три измервания за всяка дебелина).
Образците бяха поставени върху хоризонтален държач за образци, който беше монтиран върху везна, за да може да се записва непрекъснато загубата на маса. Топлината се подава с помощта на електрически конусен нагревател с постоянна плътност на топлинния поток от 50 kW/m². Запалването се извършваше чрез искрови запалки, след като се освободи достатъчно количество пиролизни газове. Получените димни газове бяха анализирани, за да се определят скоростта на масовия поток, температурата на димните газове и концентрациите на O₂, CO₂ и CO. Плътността на дима беше определена чрез светлинна трансмисия. Системата за газов анализ (Siemens Oxymat/ Ultramat) беше калибрирана преди серията от измервания, а коефициентът С¹ беше валидиран с помощта на метанова горелка. Условията на измерване са обобщени в таблица 1.
Таблица 1: Условия за измерване
| Държач на пробата | Хоризонтално |
| Образци и дебелини | PMMA с приблизителна дебелина 7, 14 и 19 mm |
| Топлинен поток | 50 kW/m2 |
| Номинална скорост на топлинния поток | 24.0 l/s |
| Разстояние до конусния нагревател | 25 mm |
1КоефициентътС, определен в ISO 5660-1, е калибрационна константа, използвана за определяне на скоростта на отделяне на топлина (HRR). Тя свързва сигнала от кислородния анализатор с действително отделената топлинна енергия.
Резултати от измерването
Време на запалване (TOI) и време на горене до екстиненция (TOF)
Както се очакваше, времето на запалване (TOI) е едно и също за всички проби и е 22 секунди. Това предполага, че запалването се влияе предимно от свойствата на повърхността, а не от дебелината на материала.
За разлика от това, времето на горене до пълното угасване (Time of Flame-off, или TOF) ясно зависи от дебелината на пробата. Образците с дебелина 7 mm са горели средно 597 секунди; образците с дебелина 14 mm - средно 857 секунди; а образците с дебелина 19 mm - средно 1108 секунди (вж. таблица 2). Забележително е, че при равномерно увеличаване на дебелината на пробата се наблюдават и равномерни разлики във времето на TOF. Това позволява да се изведе почти линейна зависимост между TOF и дебелината на пробата, което позволява проста интерполация за други дебелини.
Таблица 2: Средни времена на запалване и горене до угасване
| Дебелини на пробите | TOI | TOF |
|---|---|---|
| 7 mm | 22 s | 597 s |
| 14 мм | 22 s | 857 s |
| 19 мм | 22 s | 1108 s |
Отделяне на топлина (HRR, THR)
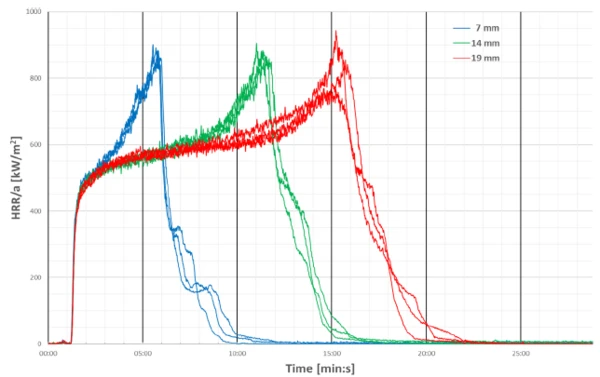
Ключовият аспект на анализа е скоростта на отделяне на топлина (HRR), която се определя като количеството отделена топлина за единица време.
На фигура 2 са показани кривите на HRR за образци от PMMA с различни дебелини: 7 mm (синьо), 14 mm (зелено) и 19 mm (червено). Оценката на HRR разкрива ясни разлики между дебелините на пробите.
Въпреки че максималната HRR е сравнима за всички дебелини на пробите (~880 kW/m²), моментът, в който тя настъпва, систематично се измества към по-късен момент с увеличаване на дебелината на пробата. Това е очаквано, тъй като по-дебелите материали изискват повече време за пълно нагряване и пиролиза. При по-тънките проби летливите компоненти се освобождават по-рано.
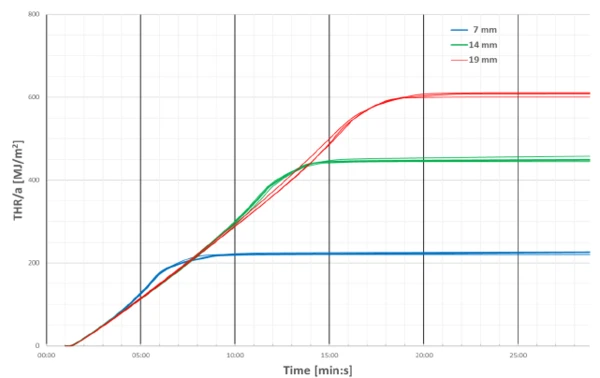
Общата освободена топлина (ОТО) по време на горенето съответства на интеграла на ОТО във времето. На фигура 3 са показани кривите на THR. Както се очакваше, стойностите на THR се увеличават с дебелината на образеца.
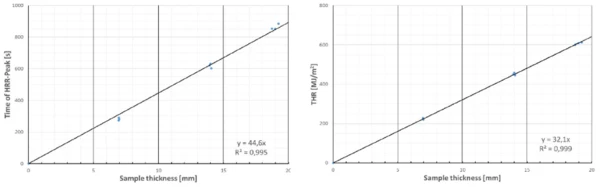
На фигура 4 е показана линейната зависимост между дебелината на образеца и: а) времето на максимума на HRR и б) общото отделяне на топлина. Корелацията потвърждава, че при пълно изгаряне ТХР се определя основно от количеството на използвания материал. Линейната зависимост между дебелината на образеца, времето на изгаряне до пълно угасване (TOF) и THR показва, че всички образци са били почти напълно преобразувани. Две отделни измервания с различни дебелини на пробите могат лесно да се преобразуват в съответните стойности за други дебелини на пробите.
Производство на дим (SPR, TSP)
Друг важен аспект на разследването е регистрирането на развитието на дима. Това се постига чрез измерване на светлинната пропускливост в потока димни газове. Лазерен лъч се насочва през изпускателната тръба (вж. фигура 5). Намаляващата пропускливост показва увеличаване на плътността на дима.
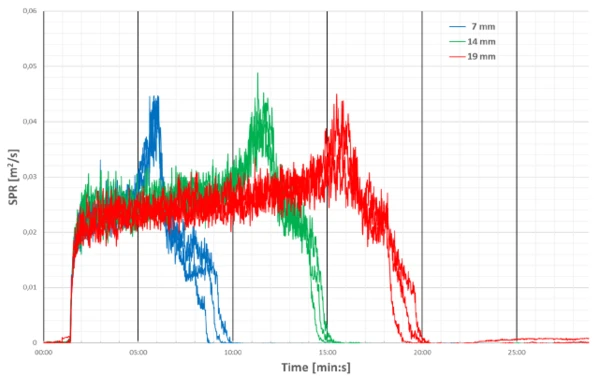
Подобно на HRR, при увеличаване на дебелината на пробата се наблюдава, че за достигане на максималната скорост на димообразуване (SPR) е необходим по-дълъг период от време. Както може да се види на фигура 6, кривите на SPR показват, че по-тънките проби бързо отделят large количества дим, докато по-дебелите проби отделят дим за по-дълъг период от време. Това отразява забавения процес на пиролиза, при който на по-дебелите проби им е необходимо повече време, за да се разградят напълно.
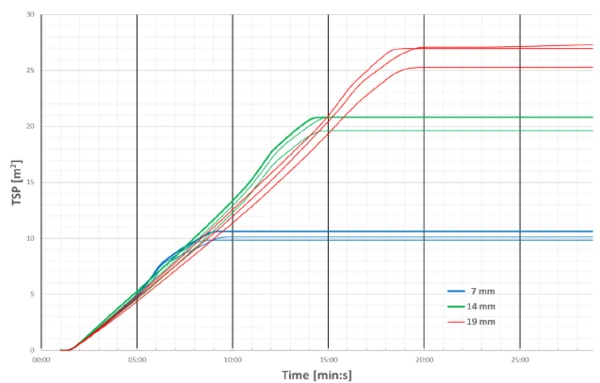
Общото производство на дим (TSP), показано на фигура 7, се увеличава с увеличаване на дебелината на пробата, както се очакваше.
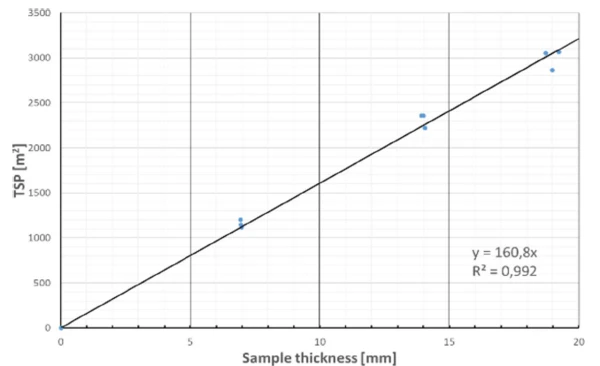
Фигура 8 показва почти линейната зависимост между дебелината на пробата и TSP. Това потвърждава, че след като масата на образеца е напълно преобразувана, общото количество дим се определя основно от количеството на наличния материал.
Резюме
Дебелината на пробата оказва значително влияние върху параметрите на горене в конусовия калориметър. Докато времето за запалване остава почти постоянно, времето за горене, THR и TSP нарастват почти линейно с увеличаване на дебелината на пробата.
Тези резултати подчертават важността на това винаги да се използват идентични дебелини на пробите за сравнителни изпитвания на материали, за да се осигурят надеждни и сравними резултати. Благодарение на наблюдаваната линейност резултатите от измерванията, базирани само на две дебелини, могат да бъдат прехвърлени и към други дебелини чрез проста интерполация или екстраполация.
Тъй като в практиката за едни и същи приложения често се използват материали с различни дебелини, за да се постигне реалистична оценка на пожарозащитата, е разумно да се провеждат изпитвания при специфични за приложението условия, например с типични дебелини на компонентите или реални монтажни ситуации. Това е единственият начин за надеждна оценка на действителното поведение при пожар и за извършване на обоснован избор на материали.