Johdanto
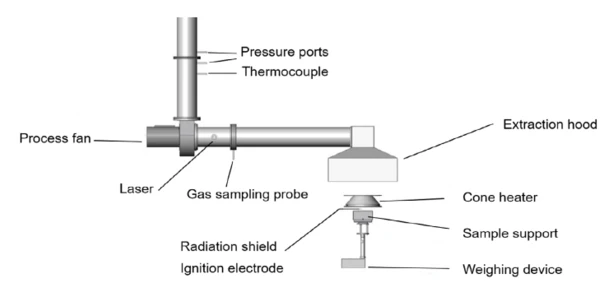
Materiaalien palokäyttäytymisen analysointi on keskeinen osa turvallisuustekniikkaa. TCC 918 kartiokalorimetri (kuva 1) on vakiintunut testauslaite, jota käytetään keskeisten parametrien, kuten lämmönluovutusnopeuden (HRR), massahäviön ja savupäästöjen määrittämiseen. Materiaalin kemiallinen koostumus sekä fyysiset parametrit, kuten näytteen geometria ja palokäyttäytyminen, voivat vaikuttaa mittaustuloksiin.
ISO 5660-1 -standardin mukaisesti testinäytteiden vakiomitat ovat 100 mm × 100 mm ja paksuus 6 mm:n ja 50 mm:n välillä. Tämän tutkimuksen tarkoituksena on analysoida näytteen paksuuden vaikutusta mittaustuloksiin.

Testiasetukset ja -olosuhteet
Yhdeksän PMMA-näytettä, joiden paksuudet olivat 7 mm, 14 mm ja noin 19 mm (kolme mittausta paksuutta kohti), tutkittiin.
Näytteet asetettiin vaakasuoraan näytetelineeseen, joka oli asennettu punnituskennoon, jotta massahäviö voitiin tallentaa jatkuvasti. Lämpöä annettiin sähköisellä kartiolämmittimellä, jonka lämpövirran TiheysMassatiheys määritellään massan ja tilavuuden suhteena. tiheys oli 50 kW/m². Sytytys tapahtui kipinäsytyttimien avulla, kun pyrolyysikaasuja oli vapautunut riittävästi. Syntyneet savukaasut analysoitiin massavirran nopeuden, savukaasujen lämpötilan sekä O₂-, CO₂- ja CO-pitoisuuksien määrittämiseksi. Savun TiheysMassatiheys määritellään massan ja tilavuuden suhteena. tiheys määritettiin valonläpäisyn avulla. Kaasuanalyysijärjestelmä (Siemens Oxymat/ Ultramat) kalibroitiin ennen mittaussarjaa, ja C-kerroin¹ validoitiin metaanipolttimella. Mittausolosuhteet on esitetty taulukossa 1.
Taulukko 1: Mittausolosuhteet
| Näytteen pidike | Vaakasuora |
| Näytteet ja paksuudet | PMMA noin 7, 14 ja 19 mm:n paksuus |
| Lämpövirta | 50 kW/m2 |
| Nimellinen lämpövirtausnopeus | 24.0 l/s |
| Etäisyys kartiolämmittimeen | 25 mm |
1ISO 5660-1:ssä määritelty C-kerroin on kalibrointivakio, jota käytetään lämmönluovutusnopeuden (HRR) määrittämiseen. Se yhdistää happianalysaattorin signaalin todelliseen vapautuneeseen lämpöenergiaan.
Mittaustulokset
Syttymisaika (TOI) ja palamisaika sammumiseen (TOF).
Odotetusti syttymisaika (TOI) on sama kaikille näytteille ja on 22 sekuntia. Tämä viittaa siihen, että syttymiseen vaikuttavat ensisijaisesti pintaominaisuudet eivätkä niinkään materiaalin paksuus.
Sitä vastoin palamisaika täydelliseen sammumiseen (Time of Flame-off, TOF) riippuu selvästi näytteen paksuudesta. 7 mm:n näytteet paloivat keskimäärin 597 sekuntia, 14 mm:n näytteet keskimäärin 857 sekuntia ja 19 mm:n näytteet keskimäärin 1108 sekuntia (ks. taulukko 2). Huomattavaa on, että näytteen paksuuden kasvaessa tasaisesti havaittiin myös tasaisia aikaeroja TOF:ssä. Näin voidaan johtaa lähes lineaarinen suhde TOF:n ja näytteen paksuuden välille, mikä mahdollistaa yksinkertaisen interpoloinnin muita paksuuksia varten.
Taulukko 2: Keskimääräiset syttymis- ja palamisajat sammumiseen asti
| Näytteen paksuus | TOI | TOF |
|---|---|---|
| 7 mm | 22 s | 597 s |
| 14 mm | 22 s | 857 s |
| 19 mm | 22 s | 1108 s |
Lämmön vapautuminen (HRR, THR)
Analyysin keskeinen näkökohta on lämmön vapautumisnopeus (HRR), joka määritellään vapautuvan lämmön määränä aikayksikköä kohti.
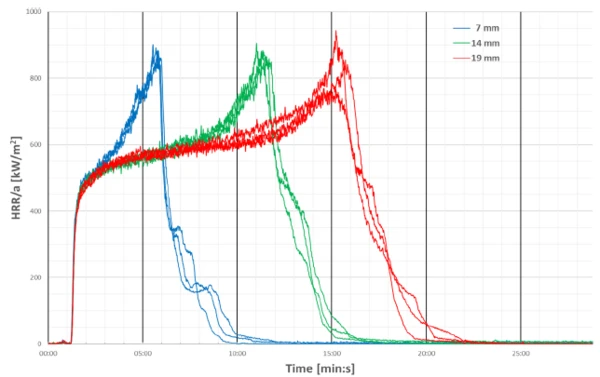
Kuvassa 2 on esitetty eri paksuisten PMMA-näytteiden HRR-käyrät: 7 mm (sininen), 14 mm (vihreä) ja 19 mm (punainen). HRR:n arviointi paljastaa selviä eroja näytteiden paksuuksien välillä.
Vaikka HRR:n maksimiarvo on vertailukelpoinen kaikilla näytteen paksuuksilla (~880 kW/m²), sen esiintymiskohta siirtyy systemaattisesti myöhemmäksi näytteen paksuuden kasvaessa. Tämä oli odotettavissa, koska paksummat materiaalit tarvitsevat enemmän aikaa lämmetäkseen kokonaan ja pyrolyysin läpikäymiseen. Ohuemmissa näytteissä haihtuvat komponentit vapautuvat aikaisemmin.
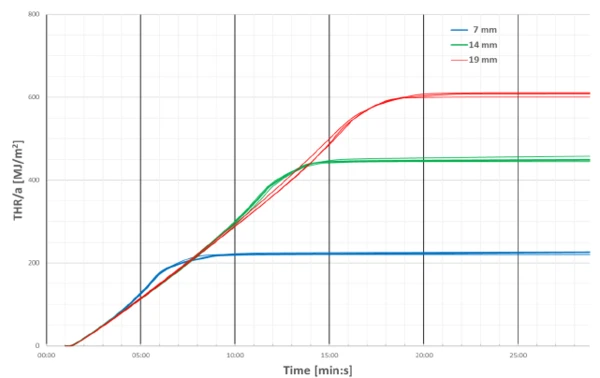
Palamisen aikana vapautuva kokonaislämpö (THR) vastaa HRR:n integraalia ajan suhteen. Kuvassa 3 esitetään THR-käyrät. Odotetusti THR-arvot kasvavat näytteen paksuuden myötä.
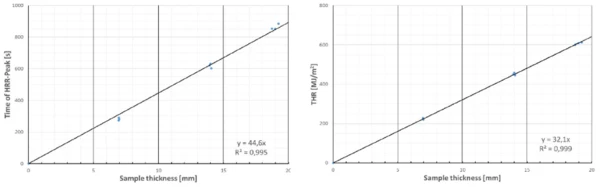
Kuvassa 4 esitetään lineaarinen suhde näytteen paksuuden ja a) HRR-maksimin ajan ja b) kokonaislämmön vapautumisen välillä. Korrelaatio vahvistaa, että täydellisessä palamisessa THR määräytyy pääasiassa käytetyn materiaalin määrän mukaan. Näytteen paksuuden, täydelliseen sammumiseen asti kuluneen palamisajan (TOF) ja THR:n välinen lineaarinen suhde osoittaa, että kaikki näytteet muuntuivat lähes täysin. Kaksi yksittäistä mittausta, joissa näytteen paksuus on erilainen, voidaan helposti muuntaa vastaaviksi arvoiksi muille näytteen paksuuksille.
Savun tuotanto (SPR, TSP)
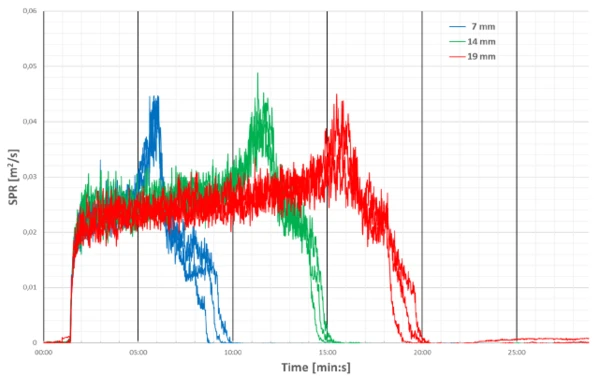
Toinen tärkeä osa tutkimusta on savun kehittymisen kirjaaminen. Tämä saavutetaan mittaamalla valon läpäisyä savukaasuvirtauksessa. Lasersäde ohjataan pakoputken läpi (ks. kuva 5). Läpäisyn väheneminen osoittaa savun tiheyden lisääntymistä.
Vastaavasti kuin HRR:n osalta havaittiin, että näytteen paksuuden kasvaessa savunmuodostuksen maksiminopeuden (SPR) saavuttaminen kesti kauemmin. Kuten kuvasta 6 nähdään, SPR-käyrät osoittavat, että ohuemmista näytteistä vapautuu nopeasti large savua, kun taas paksummista näytteistä vapautuu savua pidemmän ajan kuluessa. Tämä kuvastaa viivästynyttä pyrolyysiprosessia, jossa paksumpien näytteiden täydellinen HajoamisreaktioHajoamisreaktio on kemiallisen yhdisteen lämpöreaktio, jossa muodostuu kiinteitä ja/tai kaasumaisia tuotteita. hajoaminen kestää kauemmin.
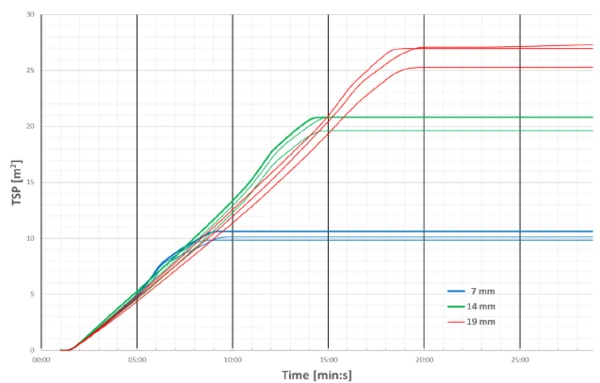
Kuviossa 7 esitetty kokonaissavuntuotto (TSP) kasvaa odotetusti näytteen paksuuden kasvaessa.
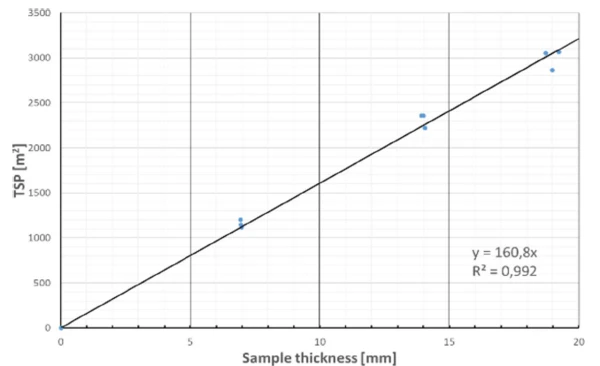
Kuvassa 8 näkyy näytteen paksuuden ja TSP:n välinen lähes lineaarinen suhde. Tämä vahvistaa sen, että kun näytteen massa on muunnettu täysin, savun kokonaistuotanto määräytyy pääasiassa läsnä olevan materiaalin määrän mukaan.
Yhteenveto
Näytteen paksuus vaikuttaa merkittävästi paloparametreihin kartiokalorimetrissä. Vaikka syttymisaika pysyy suurelta osin vakiona, palamisaika, THR ja TSP kasvavat lähes lineaarisesti näytteen paksuuden kasvaessa.
Nämä tulokset korostavat, että on tärkeää käyttää vertailumateriaalikokeissa aina samanlaista näytteen paksuutta luotettavien ja vertailukelpoisten tulosten varmistamiseksi. Havaitun lineaarisuuden ansiosta vain kahteen paksuuteen perustuvat mittaustulokset voidaan siirtää myös muihin paksuuksiin yksinkertaisella interpoloinnilla tai ekstrapoloinnilla.
Koska käytännössä samoissa sovelluksissa käytetään usein eri paksuuksia olevia materiaaleja, on järkevää tehdä testejä sovelluskohtaisissa olosuhteissa, kuten tyypillisillä komponenttipaksuuksilla tai todellisissa asennustilanteissa, jotta palosuojauksen arviointi olisi realistista. Tämä on ainoa tapa arvioida luotettavasti todellista palokäyttäytymistä ja tehdä perusteltuja materiaalivalintoja.