Введение
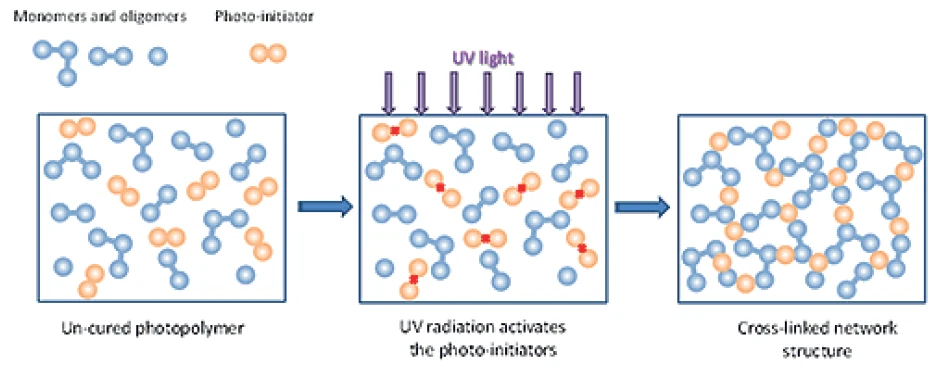
Фотополимер обычно состоит из мономеров, олигомеров и фотоинициаторов, которые при воздействии света, часто в ультрафиолетовой или видимой области электромагнитного спектра, сшиваются и образуют сетевую структуру (см. рис. 1). Фотоотверждение - относительно быстрый процесс по сравнению с термическим отверждением, поэтому его можно использовать для selectивного отверждения с помощью высокоэнергетических источников света, что делает этот процесс подходящим для печати печатных плат и изготовления микрочипов. Фотополимеры широко используются в медицине, 3D-печати, нанесении покрытий, адгезивах и проторезистах [1].
Реологические измерения обычно используются для характеристики изменения вязко-упругих свойств фотополимеров в процессе фотоотверждения. Измеряя изменение комплексного модуля упругости (G*), можно оценить скорость сшивания. Кроме того, фотополимеры демонстрируют значительную усадку после отверждения в зависимости от концентрации мономера. Возможность регулирования нормальной силы на реометре позволяет измерять вертикальную усадку во время отверждения по изменению зазора при постоянном приложении силы. Это может быть использовано для расчета процента усадки после отверждения. Кинетика сшивания фотополимеров, как правило, очень сильно зависит от интенсивности УФ-излучения и длительности экспозиции. Также важно учитывать, что интенсивность светового пучка уменьшается с расстоянием от облучаемой поверхности.
Экспериментальный
- Скорость сшивания и усадка после отверждения двух различных УФ-отверждаемых клеев были оценены и сравнены в рекомендованных технологических условиях.
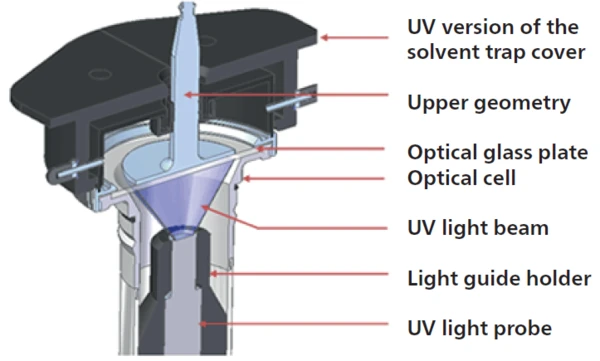
- Измерения проводились с помощью ротационного реометра Kinexus с УФ-приставкой, которая крепится к цилиндрическому картриджу. Жидкий адгезив дозировался на пластину из кварцевого стекла, через которую облучался ультрафиолетовым светом (см. рис. 2). Для реологических измерений использовалась одноразовая измерительная система с параллельными пластинами.
- Толщина образца составляла 0,65 мм, и одночастотное колебательное измерение проводилось при контрольной деформации 0,1 % с частотой 1 Гц.
- Использовалась стандартная последовательность нагружения, чтобы гарантировать, что оба образца подвергались последовательному и контролируемому протоколу нагружения.
- OmniCure® Для освещения образца ультрафиолетовым светом использовался прибор для точечного УФ/видимого отверждения Series 2000 с жидкостным световодом OmniCure® диаметром 8 мм. Длина волны источника света охватывает 320 нм - 500 нм.libralibraПрибор использовался в режиме полимеризации, а радиометр OmniCure® R2000 - для измерения интенсивности УФ-излучения.
- программное обеспечение rSpace настроено на связь с блоком отверждения OmniCure® S2000 через соединение RS232, а интенсивность излучения можно регулировать, выполняя стандартную предварительно настроенную последовательность в программном обеспечении1. Для испытаний на отверждение использовалось УФ-излучение интенсивностью 0,5 Вт/см2.
- Все реологические измерения проводились при температуре 25°C, а расстояние между стеклянной пластиной и концом световода оставалось неизменным.
- На образец действовала постоянная нормальная сила 0 Н, чтобы обеспечить свободное перемещение вдоль вертикальной оси из-за усадки внутри образца по мере сшивания.
- Управление прибором OmniCure® S2000 осуществлялось с помощью программного обеспечения rSpace, что позволило регистрировать интересующие реологические параметры вместе с профилями интенсивности УФ-излучения.
Результаты и обсуждение
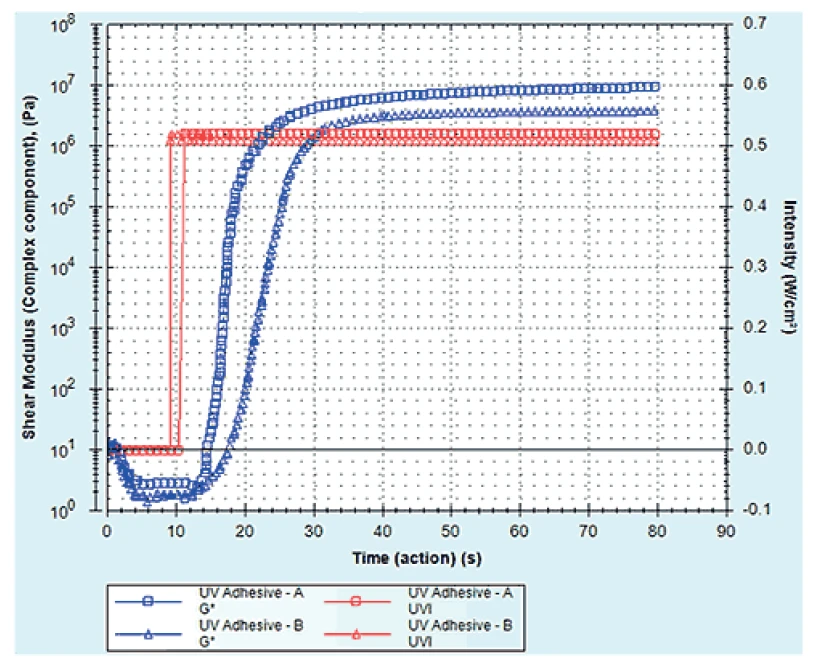
На рисунке 3 показано качественное сравнение кинетики сшивания двух различных типичных УФ-клеящих материалов, которые используются в оптике. Из-за скорости УФ-реакции комплексный модуль сдвига (G*) быстро возрастает после открытия УФ-затвора. Хотя комплексный модуль у предварительно отвержденных клеев одинаков, скорость сшивания значительно отличается. Адгезив - B демонстрирует более низкий модуль в области плато, чем адгезив - A, что указывает на то, что плотность сшивки и соответствующая жесткость, достижимая в конце отверждения при установленном уровне облучения 0,5 Вт/см2, ниже, чем для адгезива - A.
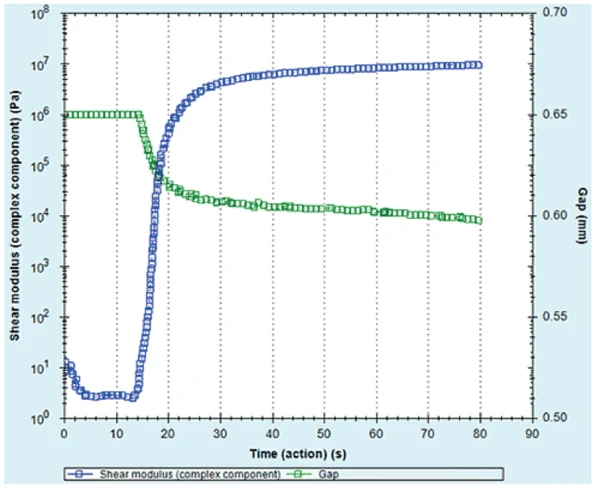
Для многих УФ-клеев усадка в результате сшивания является одним из ключевых параметров, определяющих приемлемые характеристики для конечного применения. На рисунке 4 показаны данные по усадке адгезива-A, измеренные при постоянном нормальном усилии. Программное обеспечение rSpace было разработано для обработки этой усадки, позволяя пользователю выбирать контроль зазора в режиме автоматического натяжения при предварительноselectустановленном нормальном усилии. Режим установки зазора использовался для нагружения образца; однако во время испытания на отверждение прикладывалась нулевая нормальная сила, позволяющая свободно перемещать пластину по мере сжатия образца. Судя по результатам, представленным на рисунке 4, адгезив - A показал усадку в 8 % к концу отверждения.
Заключение
В этом приложении показано, как можно на месте определить реологические свойства УФ-отверждаемых материалов на ротационном реометре Kinexus с принадлежностью для УФ-отверждения. На основе таких измерений можно проследить скорость сшивания и усадку после отверждения.