Введение
Литье под давлением - один из самых быстрых процессов для крупносерийного производства. Время цикла иногда составляет миллисекунды, что позволяет изготавливать огромное количество деталей за короткий промежуток времени. Время цикла важно не только для рентабельности производства деталей, но и для предотвращения разрушения материала в машине для литья под давлением. Если время пребывания в машине слишком велико, материал начинает разрушаться, что сказывается не только на оптическом виде, но и на механических свойствах. Кроме того, длительные простои могут привести к образованию газов в некоторых полимерах, которые могут быть опасны для оператора или окружающей среды.
Одним из таких материалов является полиоксиметилен (POM или полиацеталь), который широко используется в автомобильной промышленности и бытовой электронике. Его высокая жесткость, твердость и прочность, а также отличные антифрикционные свойства делают его подходящим материалом для многих технических применений. Кроме того, он обладает хорошей химической стойкостью и электроизоляционными свойствами. Из него изготавливают механические шестерни, скользящие и направляющие элементы, корпусные детали, винты, изоляторы и шпули. Некоторые марки были одобрены FDA (Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США) для использования в молочных насосах и корпусах фильтров.
Когда POM выдерживается при температуре обработки в течение длительного времени, например, во время простоя машины в течение 30 минут, материал выделяет формальдегид. Поэтому температуру шнека следует понизить, как только станет ясно, что устранение ошибки займет некоторое время. Выделение формальдегида и его зависимость от времени можно изучить с помощью TGA-FT-IR-анализа, который позволяет исследовать процесс деградации в виде потери массы и последующего анализа выделяющихся газов.
Анализ следов формальдегида в ПОМ с помощью TGA-FT-IR
selectДля данного исследования были выбраны два материала POM с похожими характеристиками текучести (оба medium вязкости для литья под давлением) и физическими свойствами. Оба материала соответствуют стандартам RoHS, но только POM1 имеет одобрение FDA; см. таблицу 1.
Таблица 1: Исследуемые материалы
Название | Свойства | MFI [г/10 мин] ISO 1133 | Соответствует RoHS | Одобрено FDA |
|---|---|---|---|---|
| POM1 | Высокая жесткость, твердость, прочность, хорошая химическая стойкость; класс литья под давлением | 9 | Да | Да |
| POM2 | Высокая жесткость, твердость, прочность, устойчивость к щелочам и органическим химикатам; класс для литья под давлением | 10 | Да | Нет |
Измерения проводились с помощью NETZSCH PERSEUS® TG 209 F1 Libra® с массой образца около 70 мг, нагретого от 25°C до 210°C при быстрой скорости нагрева 80 K/мин в атмосфере азота. В связи с ожидаемыми small потерями образца, для получения четких характеристик была selectвыбрана большая масса образца. Затем температура поддерживалась постоянной в течение не менее 30 минут для наблюдения за изменением массы материалов.
На рис. 1 показаны кривые ТГА двух различных марок ПОМ при 210°C в зависимости от времени. На левой оси Y показана потеря массы в %. Видно, что потеря массы для POM2 немного выше, чем для POM1.
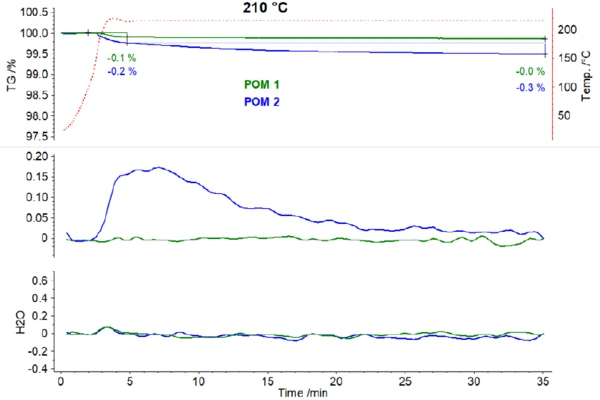
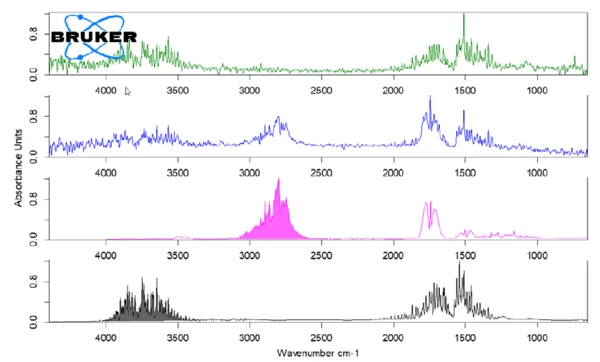
На рис. 2 показаны измеренные ИК-Фурье спектры обоих видов ПОМ при 4 мин в сравнении с library спектрами формальдегида (розовый) и воды (черный). Можно заметить, что POM1 выделяет только воду, в то время как POM 2 демонстрирует выделение формальдегида и воды при той же температурной обработке. Для получения зависимых от времени следов, показанных на рисунке 1, цветные области рисунка 2 были взяты в качестве интегральных диапазонов для формальдегида (3170 см-1 - 2462 см-1) и воды (4168 см-1 - 3353 см-1).
Начало выделения формальдегида можно оценить как 2 мин и 118°C.
Как лабораторные измерения соотносятся с обработкой ?
Оба вида ПОМ обрабатываются при температуре 210°C. Приведенные здесь результаты показывают, что уже через несколько минут пребывания при этой температуре POM2 выделяет формальдегид. Поэтому важно снижать температуру в бочке сразу после возникновения ошибки. С одной стороны, это целесообразно, поскольку устранение ошибки может занять более пары минут, а с другой - расплаву требуется несколько минут, чтобы остыть до более низкой температуры.
Кроме того, можно заметить, что хотя обе марки соответствуют требованиям RoHS, только одобренная FDA марка POM1 не выделяет измеримого количества формальдегида.