Introduction
Injection molding is one of the fastest processes for highvolume manufacturing. With cycle times sometimes in the range of milliseconds, a huge number of parts can be produced in a short amount of time. The cycle time is important not only for the profitability of part production, but also for avoiding degradation of the material in the injection molding machine. If the residence time in the machine is too long, the material starts to degrade, which has consequences not only for the optical appearance, but also for the mechanical properties. Furthermore, long downtimes can lead to the evolution of gases in certain polymers that might be harmful for the operator or environment.
One such material is polyoxymethylene (POM or polyacetal), which is extensively used in the automotive and consumer electronics industry. Its high stiffness, hardness and toughness together with its great sliding and friction properties make it a suitable material for many technical applications. Additionally, it features good chemical resistance and electrical insulating properties. It is the material for mechanical gears, sliding and guiding elements, housing parts, screws, insulators and bobbins. Some grades have been approved by the FDA (United States Food and Drug Administration) to be used in milk pumps and filter housings.
When POM is kept at processing temperatures for longer periods of time, e.g., during a machine downtime of 30 minutes, the material emits formaldehyde. Therefore, the temperature of the screw should be lowered as soon as it becomes evident that an error will take some time to be resolved. The release of formaldehyde and its time dependence can be studied using TGA-FT-IR analysis, which allows for study of the degradation in the form of mass loss and the subsequent analysis of the evolved gases.
Analysis of Formaldehyde Traces in POM Using TGA-FT-IR
For this study, two POM materials with similar flow behavior (both medium viscosity injection molding grades) and physical properties were selected. Both comply with the RoHS standards, but only POM1 has FDA approval; see table 1.
Table 1: Materials studied
Name | Properties | MFI [g/10 min] ISO 1133 | RoHS compliant | FDA approved |
|---|---|---|---|---|
| POM1 | High stiffness, hardness, toughness, good chemical resistance; injection molding grade | 9 | Yes | Yes |
| POM2 | High stiffness, hardness, toughness, resistance to alkalis and organic chemicals; injection molding grade | 10 | Yes | No |
The measurements were performed with a NETZSCH PERSEUS® TG 209 F1 Libra® with a sample mass of about 70 mg heated from 25°C to 210°C at a fast heating rate of 80 K/min in a nitrogen atmosphere. Due to the expected small sample losses, a higher sample mass was selected for a clear characterization. The temperature was then kept constant for at least 30 minutes to observe mass changes in the materials.
Figure 1 shows the TGA curves of the two different POM grades at 210°C as a function of time. On the left Y-axis, the mass loss in % can be seen. It can be seen that the mass loss of POM2 is slightly higher than for POM1.
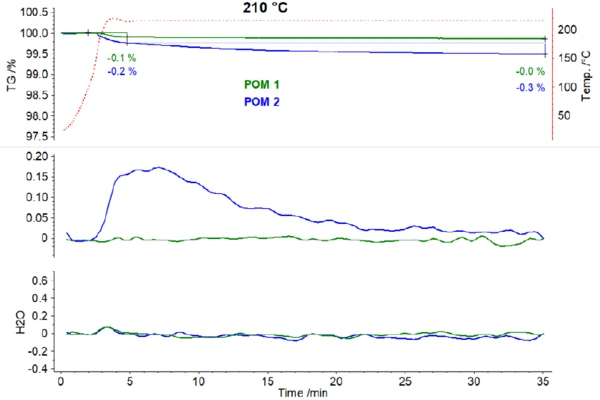
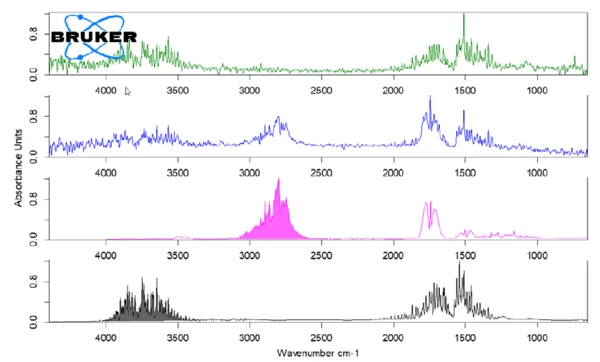
Figure 2 shows the measured FT-IR spectra of both POM grades at 4 min in comparison to the library spectra of formaldehyde gas (pink) and water (black). It can be observed that POM1 only releases water whereas POM 2 shows the release of formaldehyde and water during the same temperature treatment. To generate the timedependent traces, shown in figure 1, the colored areas of figure 2 were taken as integral ranges for formaldehyde (3170 cm-1 – 2462 cm-1) and water (4168 cm-1 – 3353 cm-1).
The start of the formaldehyde release can be estimated at 2 min and 118°C.
How Does the Lab Measurement Correlate with Processing?
Both POM grades are processed at 210°C. The results shown here indicate that after only a few minutes of residence time at this temperature, POM2 releases formaldehyde. Therefore, it would be important to lower the temperature of the barrel immediately after any error has occurred. This is advised on the one hand because any error might take more than a couple of minutes to be resolved and it takes several minutes for the melt to cool down to a lower temperature on the other.
Furthermore, it can be seen that while both grades are RoHS compliant, only the FDA-approved grade, POM1, does not release any measureable amounts of formaldehyde.