はじめに
射出成形は、大量生産のための最も速いプロセスの一つです。サイクルタイムは時にはミリ秒の範囲であり、短時間で膨大な数の部品を生産することができる。サイクルタイムは、部品生産の採算性だけでなく、射出成形機内での材料の劣化を避けるためにも重要である。成形機内での滞留時間が長すぎると、材料が劣化し始め、外観だけでなく機械的特性にも影響を及ぼします。さらに、停止時間が長いと、ある種のポリマーではガスが発生し、作業者や環境に有害な影響を及ぼす可能性がある。
そのような材料のひとつが、自動車や家電業界で広く使用されているポリオキシメチレン(POMまたはポリアセタール)です。その高い剛性、硬度、靭性、優れた摺動特性と摩擦特性により、多くの技術用途に適した材料となっている。さらに、耐薬品性と電気絶縁性にも優れています。機械的歯車、摺動・案内部品、ハウジング部品、ねじ、絶縁体、ボビンなどの材料です。一部のグレードはFDA(米国食品医薬品局)の認可を受けており、ミルクポンプやフィルターハウジングに使用されている。
POMを加工温度に長時間保つと、例えば機械の停止時間が30分の場合、材料からホルムアルデヒドが発生する。そのため、エラー解決に時間がかかることが明らかになり次第、スクリューの温度を下げる必要がある。ホルムアルデヒドの放出とその時間依存性は、TGA-FT-IR分析 を用いて調べることができ、質量損失の形で分解を研究し、 その後発生ガスを分析することができる。
TGA-FT-IRを用いたPOM中の微量ホルムアルデヒドの分析
この研究では、流動挙動と物性が類似した2種類のPOM材料(いずれもmedium 粘度射出成形グレード)を選択した。どちらもRoHS規格に適合しているが、FDAの認可を受けているのはPOM1のみである(表1参照)。
表1:研究材料
名称 | 特性 | MFI[g/10分] ISO 1133 | RoHS対応 | FDA認可 |
|---|---|---|---|---|
| POM1 | 高い剛性、硬度、靭性、 良好な耐薬品性 射出成形グレード | 9 | はい | あり |
| POM2 | 高い剛性、硬度、靭性 耐アルカリ性、耐有機 化学薬品に強い; 射出成形グレード | 10 | はい | なし |
測定は、NETZSCH PERSEUS® TG 209F1 Libra® を用い、窒素雰囲気中、80K/分の高速加熱速度で25℃から210℃まで加熱した約70mgの試料質量で行った。small 試料ロスが予想されるため、明確な特性評価のために試料質量が大きいものを選択した。その後、温度を少なくとも30分間一定に保ち、材料の質量変化を観察した。
図1は、210℃における2種類のPOMグレードのTGA曲線を時間の関数として示している。左のY軸には、質量減少率(%)が示されている。POM2の質量損失がPOM1よりもわずかに大きいことがわかる。
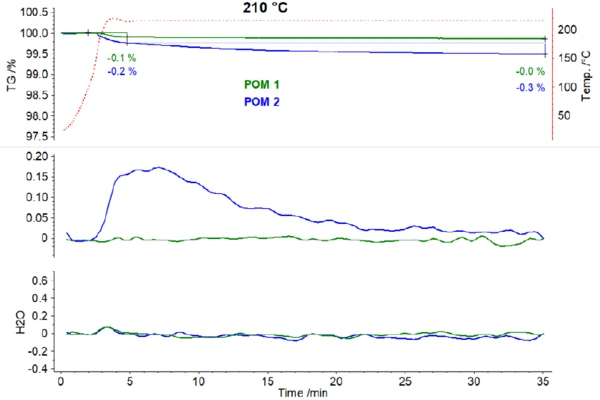
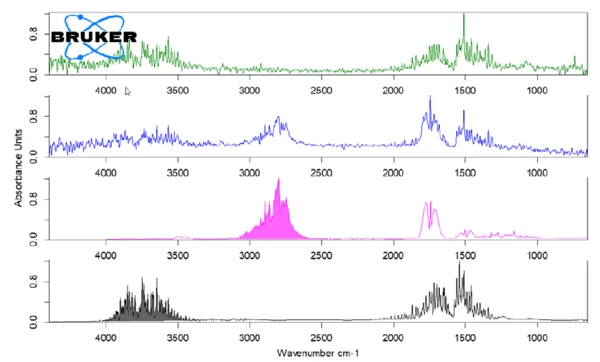
図2は、ホルムアルデヒドガス(ピンク)と水(黒)のライブラリスペクトルと比較した、4分後の両POMグレードの測定FT-IRスペクトルである。POM1が水のみを放出しているのに対し、POM2は同じ温度処理中にホルムアルデヒドと水を放出していることが観察できる。図1に示した時間依存性のトレースを作成するために、図2の着色部分をホルムアルデヒド(3170cm-1~2462cm-1)と水(4168cm-1~3353cm-1)の積分範囲とした。
ホルムアルデヒド放出の開始は、2分、118℃と推定できる。
研究室での測定と処理との関連は?
どちらのPOMグレードも210℃で処理される。ここに示した結果は、この温度での滞留時間がわずか数分で、POM2からホルムアルデヒドが放出されることを示している。したがって、何らかのエラーが発生したら、直ちにバレルの温度を下げることが重要であろう。一方では、エラーが発生した場合、その解決に数分以上かかる可能性があり、他方では、溶融物が低温まで冷却するのに数分かかるため、これは推奨される。
さらに、どちらのグレードもRoHSに準拠しているが、FDA認可グレードのPOM1だけは、測定可能な量のホルムアルデヒドを放散しないことがわかる。