Introduction
Le moulage par injection est l'un des procédés les plus rapides pour la fabrication de grands volumes. Avec des temps de cycle parfois de l'ordre de la milliseconde, un très grand nombre de pièces peuvent être produites en peu de temps. Le temps de cycle est important non seulement pour la rentabilité de la production de pièces, mais aussi pour éviter la dégradation du matériau dans la machine de moulage par injection. Si le temps de séjour dans la machine est trop long, le matériau commence à se dégrader, ce qui a des conséquences non seulement sur l'aspect optique, mais aussi sur les propriétés mécaniques. En outre, les temps d'arrêt prolongés peuvent entraîner l'apparition de gaz dans certains polymères qui peuvent être nocifs pour l'opérateur ou l'environnement.
L'un de ces matériaux est le polyoxyméthylène (POM ou polyacétal), qui est largement utilisé dans l'industrie automobile et l'électronique grand public. Sa grande rigidité, sa dureté et sa ténacité, ainsi que ses excellentes propriétés de glissement et de frottement en font un matériau adapté à de nombreuses applications techniques. En outre, il présente une bonne résistance chimique et des propriétés d'isolation électrique. Il est utilisé pour les engrenages mécaniques, les éléments de glissement et de guidage, les pièces de boîtier, les vis, les isolateurs et les bobines. Certains grades ont été approuvés par la FDA (United States Food and Drug Administration) pour être utilisés dans les pompes à lait et les boîtiers de filtres.
Lorsque le POM est maintenu à des températures de traitement pendant des périodes prolongées, par exemple pendant un arrêt de machine de 30 minutes, le matériau émet du formaldéhyde. C'est pourquoi la température de la vis doit être abaissée dès qu'il devient évident qu'une erreur prendra un certain temps à être résolue. Le dégagement de formaldéhyde et sa dépendance temporelle peuvent être étudiés à l'aide de l'analyse TGA-FT-IR, qui permet d'étudier la dégradation sous la forme d'une perte de masse et d'analyser ensuite les gaz dégagés.
Analyse des traces de formaldéhyde dans le POM à l'aide de TGA-FT-IR
Pour cette étude, deux matériaux POM présentant un comportement d'écoulement similaire (tous deux des grades de moulage par injection de viscosité medium ) et des propriétés physiques similaires ont été sélectionnés. Tous deux sont conformes aux normes RoHS, mais seul le POM1 est approuvé par la FDA (voir tableau 1).
Tableau 1 : Matériaux étudiés
Nom du matériau | Propriétés | MFI [g/10 min] ISO 1133 | Conforme à la directive RoHS | Approuvé par la FDA |
|---|---|---|---|---|
| POM1 | Grande rigidité, dureté, ténacité, bonne résistance chimique ; qualité de moulage par injection | 9 | Oui | Oui |
| POM2 | Grande rigidité, dureté, ténacité, résistance aux alcalis et aux produits chimiques produits chimiques organiques ; qualité de moulage par injection | 10 | Oui | Non |
Les mesures ont été effectuées avec un NETZSCH PERSEUS® TG 209 F1 Libra® avec une masse d'échantillon d'environ 70 mg chauffée de 25°C à 210°C à une vitesse de chauffage rapide de 80 K/min dans une atmosphère d'azote. En raison des pertes d'échantillon attendues sur small, une masse d'échantillon plus élevée a été choisie pour une caractérisation claire. La température a ensuite été maintenue constante pendant au moins 30 minutes afin d'observer les changements de masse des matériaux.
La figure 1 montre les courbes TGA des deux différentes qualités de POM à 210°C en fonction du temps. La perte de masse en % est indiquée sur l'axe Y gauche. On constate que la perte de masse du POM2 est légèrement supérieure à celle du POM1.
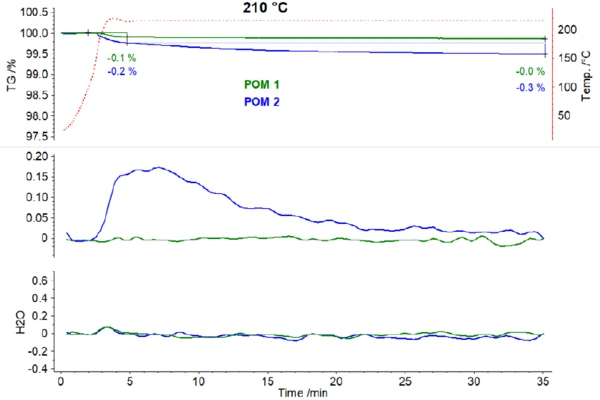
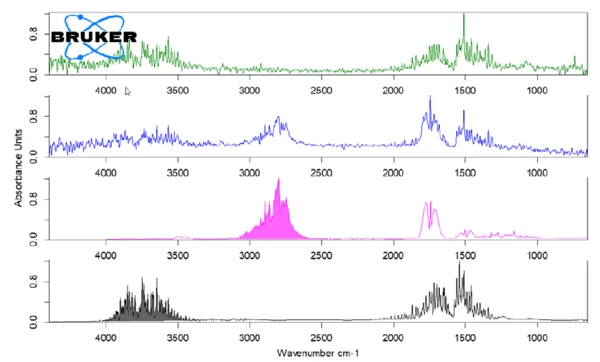
La figure 2 montre les spectres FT-IR mesurés des deux qualités de POM à 4 min en comparaison avec les spectres de formaldéhyde gazeux (rose) et d'eau (noir) de la bibliothèque. On peut observer que le POM1 ne libère que de l'eau alors que le POM 2 libère du formaldéhyde et de l'eau au cours du même traitement thermique. Pour générer les traces dépendantes du temps, présentées dans la figure 1, les zones colorées de la figure 2 ont été prises comme plages intégrales pour le formaldéhyde (3170 cm-1 - 2462 cm-1) et l'eau (4168 cm-1 - 3353 cm-1).
Le début de la libération du formaldéhyde peut être estimé à 2 min et 118°C.
Quelle est la corrélation entre les mesures de laboratoire et le traitement ?
Les deux qualités de POM sont traitées à 210°C. Les résultats présentés ici indiquent qu'après seulement quelques minutes de temps de séjour à cette température, le POM2 libère du formaldéhyde. Il serait donc important d'abaisser la température du tonneau immédiatement après une erreur. Ceci est conseillé d'une part parce qu'une erreur peut prendre plus de deux minutes à être résolue et d'autre part parce qu'il faut plusieurs minutes pour que la matière fondue refroidisse à une température plus basse.
En outre, on peut constater que si les deux qualités sont conformes à la directive RoHS, seule la qualité approuvée par la FDA, le POM1, ne libère pas de quantités mesurables de formaldéhyde.