Introdução
A moldagem por injeção é um dos processos mais rápidos para a fabricação de grandes volumes. Com tempos de ciclo às vezes na faixa de milissegundos, um grande número de peças pode ser produzido em um curto espaço de tempo. O tempo de ciclo é importante não apenas para a lucratividade da produção de peças, mas também para evitar a degradação do material na máquina de moldagem por injeção. Se o tempo de permanência na máquina for muito longo, o material começa a se degradar, o que tem consequências não apenas para a aparência óptica, mas também para as propriedades mecânicas. Além disso, longos períodos de inatividade podem levar à evolução de gases em determinados polímeros que podem ser prejudiciais ao operador ou ao meio ambiente.
Um desses materiais é o polioximetileno (POM ou poliacetal), que é amplamente utilizado no setor automotivo e de eletrônicos de consumo. Sua alta rigidez, dureza e resistência, juntamente com suas excelentes propriedades de deslizamento e atrito, fazem dele um material adequado para muitas aplicações técnicas. Além disso, apresenta boa resistência química e propriedades de isolamento elétrico. É o material para engrenagens mecânicas, elementos deslizantes e de guia, peças de carcaça, parafusos, isoladores e bobinas. Alguns tipos foram aprovados pela FDA (Administração de Alimentos e Medicamentos dos Estados Unidos) para serem usados em bombas de leite e carcaças de filtros.
Quando o POM é mantido em temperaturas de processamento por períodos mais longos, por exemplo, durante um tempo de inatividade da máquina de 30 minutos, o material emite formaldeído. Portanto, a temperatura da rosca deve ser reduzida assim que ficar evidente que um erro levará algum tempo para ser resolvido. A liberação de formaldeído e sua dependência de tempo podem ser estudadas por meio da análise TGA-FT-IR, que permite o estudo da degradação na forma de perda de massa e a análise subsequente dos gases liberados.
Análise de traços de formaldeído em POM usando TGA-FT-IR
Para este estudo, dois materiais de POM com comportamento de fluxo semelhante (ambos os tipos de moldagem por injeção de medium viscosidade) e propriedades físicas foram selected. Ambos estão em conformidade com as normas RoHS, mas apenas o POM1 tem aprovação da FDA; consulte a tabela 1.
Tabela 1: Materiais estudados
Nome do material | Propriedades | MFI [g/10 min] ISO 1133 | Compatível com RoHS | Aprovado pela FDA |
|---|---|---|---|---|
| POM1 | Alta rigidez, dureza e resistência, boa resistência química; grau de moldagem por injeção | 9 | Sim | Sim |
| POM2 | Alta rigidez, dureza e resistência, resistência a álcalis e produtos químicos orgânicos produtos químicos orgânicos; grau de moldagem por injeção | 10 | Sim | Não |
As medições foram realizadas com um NETZSCH PERSEUS® TG 209 F1 Libra® com uma massa de amostra de aproximadamente 70 mg aquecida de 25°C a 210°C a uma taxa de aquecimento rápido de 80 K/min em uma atmosfera de nitrogênio. small Devido às perdas de amostra esperadas, uma massa de amostra maior foi selected para uma caracterização clara. A temperatura foi então mantida constante por pelo menos 30 minutos para observar as alterações de massa nos materiais.
A Figura 1 mostra as curvas de TGA dos dois diferentes graus de POM a 210°C em função do tempo. No eixo Y esquerdo, é possível ver a perda de massa em %. É possível observar que a perda de massa do POM2 é ligeiramente maior do que a do POM1.
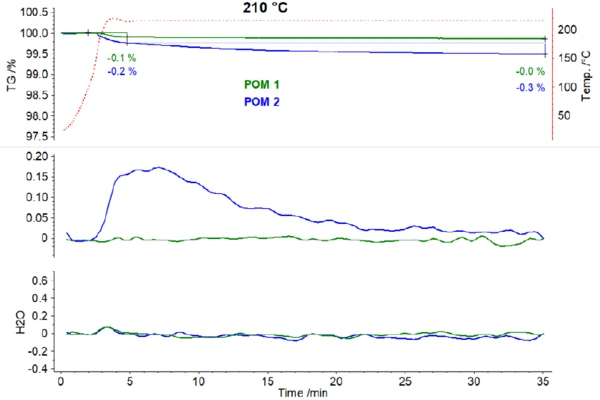
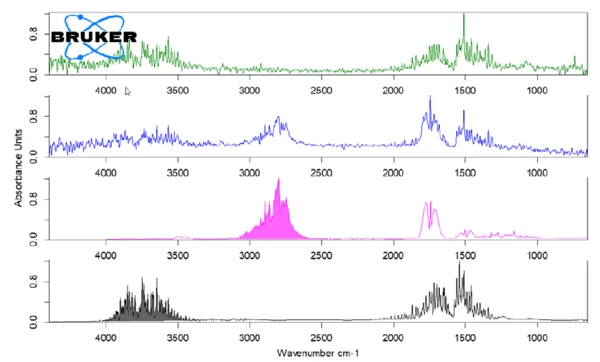
A Figura 2 mostra os espectros FT-IR medidos de ambos os graus de POM a 4 minutos em comparação com os espectros library do gás formaldeído (rosa) e da água (preto). Pode-se observar que o POM1 libera apenas água, enquanto o POM 2 mostra a liberação de formaldeído e água durante o mesmo tratamento de temperatura. Para gerar os traços dependentes do tempo, mostrados na figura 1, as áreas coloridas da figura 2 foram tomadas como faixas integrais para formaldeído (3170 cm-1 - 2462 cm-1) e água (4168 cm-1 - 3353 cm-1).
O início da liberação de formaldeído pode ser estimado em 2 minutos e 118°C.
Qual é a correlação entre a medição de laboratório e o processamento do site ?
Ambos os tipos de POM são processados a 210°C. Os resultados mostrados aqui indicam que, após apenas alguns minutos de tempo de permanência nessa temperatura, o POM2 libera formaldeído. Portanto, seria importante reduzir a temperatura do cilindro imediatamente após a ocorrência de qualquer erro. Isso é aconselhável, por um lado, porque qualquer erro pode levar mais de dois minutos para ser resolvido e, por outro lado, são necessários vários minutos para que a massa fundida esfrie até uma temperatura mais baixa.
Além disso, pode-se observar que, embora ambos os tipos estejam em conformidade com a RoHS, somente o tipo aprovado pela FDA, o POM1, não libera nenhuma quantidade mensurável de formaldeído.