Introduzione
Lo stampaggio a iniezione è uno dei processi più veloci per la produzione di grandi volumi. Con tempi di ciclo talvolta dell'ordine dei millisecondi, è possibile produrre un numero enorme di pezzi in un breve lasso di tempo. Il tempo di ciclo è importante non solo per la redditività della produzione dei pezzi, ma anche per evitare la degradazione del materiale nella macchina di stampaggio a iniezione. Se il tempo di permanenza nella macchina è troppo lungo, il materiale inizia a degradarsi, con conseguenze non solo sull'aspetto ottico, ma anche sulle proprietà meccaniche. Inoltre, lunghi tempi di inattività possono portare allo sviluppo di gas in alcuni polimeri che potrebbero essere dannosi per l'operatore o per l'ambiente.
Uno di questi materiali è il poliossimetilene (POM o poliacetale), ampiamente utilizzato nell'industria automobilistica e dell'elettronica di consumo. La sua elevata rigidità, durezza e tenacità, insieme alle ottime proprietà di scorrimento e attrito, lo rendono un materiale adatto a molte applicazioni tecniche. Inoltre, presenta una buona resistenza chimica e proprietà di isolamento elettrico. È il materiale per ingranaggi meccanici, elementi di scorrimento e guida, parti di alloggiamento, viti, isolatori e bobine. Alcuni gradi sono stati approvati dalla FDA (Food and Drug Administration degli Stati Uniti) per essere utilizzati nelle pompe del latte e negli alloggiamenti dei filtri.
Quando il POM viene mantenuto a temperature di lavorazione per lunghi periodi di tempo, ad esempio durante un fermo macchina di 30 minuti, il materiale emette formaldeide. Per questo motivo, la temperatura della vite deve essere abbassata non appena diventa evidente che un errore richiederà del tempo per essere risolto. Il rilascio di formaldeide e la sua dipendenza temporale possono essere studiati utilizzando l'analisi TGA-FT-IR, che consente di studiare la degradazione sotto forma di perdita di massa e la successiva analisi dei gas evoluti.
Analisi delle tracce di formaldeide nel POM mediante TGA-FT-IR
Per questo studio, sono stati utilizzati due materiali POM con comportamento di flusso simile (entrambi i gradi di viscosità medium per lo stampaggio a iniezione) e proprietà fisiche select. Entrambi sono conformi agli standard RoHS, ma solo il POM1 ha l'approvazione della FDA; si veda la tabella 1.
Tabella 1: Materiali studiati
Nome | Proprietà | MFI [g/10 min] ISO 1133 | Conforme alla direttiva RoHS | Approvato dalla FDA |
|---|---|---|---|---|
| POM1 | Elevata rigidità, durezza, tenacità, buona resistenza chimica; grado di stampaggio a iniezione | 9 | Sì | Sì |
| POM2 | Elevata rigidità, durezza, tenacità, resistenza agli alcali e ai prodotti chimici chimici organici; grado di stampaggio a iniezione | 10 | Sì | No |
Le misure sono state eseguite con un NETZSCH PERSEUS® TG 209 F1 Libra® campione di circa 70 mg riscaldato da 25°C a 210°C a una velocità di riscaldamento di 80 K/min in atmosfera di azoto. A causa delle perdite di campione small previste, per una caratterizzazione chiara è stata selectscelta una massa di campione più elevata. La temperatura è stata poi mantenuta costante per almeno 30 minuti per osservare le variazioni di massa dei materiali.
La Figura 1 mostra le curve TGA dei due diversi tipi di POM a 210°C in funzione del tempo. Sull'asse Y di sinistra è riportata la perdita di massa in %. Si può notare che la perdita di massa di POM2 è leggermente superiore a quella di POM1.
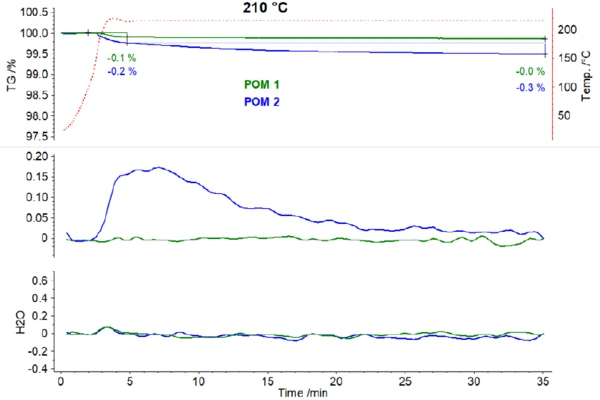
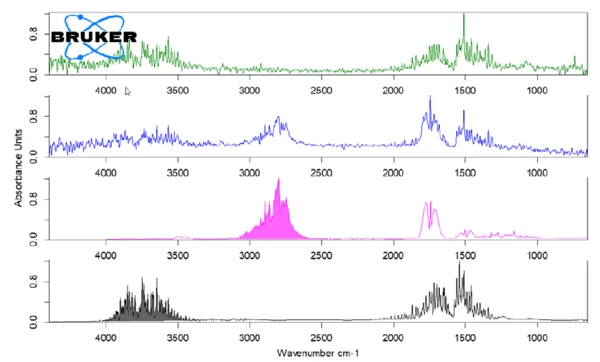
La Figura 2 mostra gli spettri FT-IR misurati di entrambi i tipi di POM a 4 minuti rispetto agli spettri library del gas formaldeide (rosa) e dell'acqua (nero). Si può osservare che POM1 rilascia solo acqua, mentre POM 2 mostra il rilascio di formaldeide e acqua durante lo stesso trattamento termico. Per generare le tracce in funzione del tempo, mostrate nella figura 1, le aree colorate della figura 2 sono state prese come intervalli integrali per la formaldeide (3170 cm-1 - 2462 cm-1) e l'acqua (4168 cm-1 - 3353 cm-1).
L'inizio del rilascio di formaldeide può essere stimato a 2 minuti e 118°C.
Come si correla la misurazione di laboratorio con l'elaborazione di ?
Entrambi i tipi di POM vengono lavorati a 210°C. I risultati qui riportati indicano che dopo pochi minuti di permanenza a questa temperatura, il POM2 rilascia formaldeide. Pertanto, sarebbe importante abbassare la temperatura del barile immediatamente dopo il verificarsi di un errore. Ciò è consigliabile da un lato perché un eventuale errore potrebbe richiedere più di un paio di minuti per essere risolto e, dall'altro, sono necessari diversi minuti perché la colata si raffreddi a una temperatura inferiore.
Inoltre, si può notare che mentre entrambi i gradi sono conformi alla direttiva RoHS, solo il grado approvato dalla FDA, POM1, non rilascia quantità misurabili di formaldeide.