
22.02.2021 by Dr. Natalie Rudolph, Doreen Rapp
Estimating Warpage of Selective Laser Sintering Parts Using Thermomechanical Analysis
The plastics used in Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering (SLS) have a higher thermal expansion when compared with other materials. Therefore, it is important to know how the dimensions of an SLS part change at different temperatures during the build and during use. The higher the thermal expansion coefficient, the more prone are the parts to warpage or curling and the build-up of residual stresses. Learn more!
This is the case because the higher the thermal expansion coefficient, the larger is the effect of even the smallest temperature differences in the process. The thermal expansion or rather shrinkage during the process depends on the thermal shrinkage of the material and – in the case of semi-crystalline materials often used in SLS – the shrinkage due to CrystallizationCrystallization is the physical process of hardening during the formation and growth of crystals. During this process, heat of crystallization is released.crystallization. The amount of CrystallizationCrystallization is the physical process of hardening during the formation and growth of crystals. During this process, heat of crystallization is released.crystallization shrinkage depends on the polymer structure itself, but also the cooling temperatures. Looking at the SLS process, temperature gradients are inevitable and cooling rates are small.
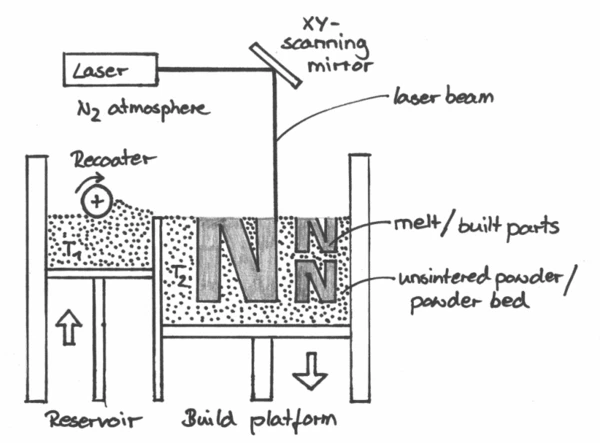
The SLS process principle
In the SLS process, a thin layer of powder is applied on the build platform and heated to just below the Melting Temperatures and EnthalpiesThe enthalpy of fusion of a substance, also known as latent heat, is a measure of the energy input, typically heat, which is necessary to convert a substance from solid to liquid state. The melting point of a substance is the temperature at which it changes state from solid (crystalline) to liquid (isotropic melt).melting temperature of the material, which is often referred to as the build temperature (heaters not shown in the schematic). Next, a laser traces the cross-section of the part geometry of the first layer, providing enough energy to locally melt the material. Without any shear forces, the melt needs to have a low viscosity and surface tension to coalesce and form a uniform melt pool. The surrounding powder stays solid and keeps the shape of the molten geometry. Therefore, no support structures are needed. This can be seen by the three N-shaped built parts in the powder bed. Now the build platform is lowered by one layer height making room for the next layer. A sweeper or recoater roller moves across the surface, picks up excess material from the reservoir and deposits new and colder powder on top of the build platform to create the next layer. Again, the powder is heated to keep it at the build temperature. This is important to hinder CrystallizationCrystallization is the physical process of hardening during the formation and growth of crystals. During this process, heat of crystallization is released.crystallization. The whole build envelope is kept in a nitrogen atmosphere to reduce effects of aging. These process steps of powder coating and laser melting are repeated over and over until the whole part is built. Only then is the build envelope cooled down, which initiates the CrystallizationCrystallization is the physical process of hardening during the formation and growth of crystals. During this process, heat of crystallization is released.crystallization and thus solidification process of the part. After the part and surrounding powder is cooled completely, the part is unpacked.
Materials used in the SLS process
The first material used in this process was PA12, because of its good mechanical performance and the ability to generate powders by precipitation. This yields powder with close to perfect spherical shape, which is necessary to create a uniform layer during coating. It still makes up 90-95% of all materials used in SLS today. However, in recent years, more and more materials have been qualified for the process including high-performance materials such as PEEK, elastomeric materials such as TPUs and even commodity materials such as PP. Most of them are produced by cryogenic grinding and show more or less pronounced deviations from the circular shape [1].
More basics about Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering and other Additive Manufacturing technologies are available on our YouTube channel!
Learn more about Polymer Powder Bed Fusion here!
Thermal analysis and rheology supporting successful SLS processes
Research and development focusing on SLS processes are targeted when investigating new materials for SLS. The aim is to determine their suitability for SLS, define the process window, analyze the formation of the pool melt and understand how fillers change the properties of powder and the finished parts. In the following blog posts, we will shed light on different analysis methods using thermal analysis and rheology instruments to characterize key parameters, including the determination of the process window and IsothermalTests at controlled and constant temperature are called isothermal.isothermal CrystallizationCrystallization is the physical process of hardening during the formation and growth of crystals. During this process, heat of crystallization is released.crystallization of SLS powders with Differential Scanning Calorimetry (DSC) as well as studying residual StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress and warpage in SLS.
Sources
[1] Schmid, M. (2018): Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering with Plastics – Technology, Processes and Materials, Carl Hanser Verlag, Munich.
How to Determine the Process Window for SLS Powders Using DSC
In order to characterize a polymer powder for its suitability for SLS and to determine the possible process window, Differential Scanning Calorimetry (DSC) is used. Learn how to set up and interpret the measurements!
How to Study the Isothermal Crystallization Behavior of SLS Powder Using DSC
In a previous article, the process window in the Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering process with polyamide 12 powder was determined with dynamic measurements. In this article, we explain how IsothermalTests at controlled and constant temperature are called isothermal.isothermal measurements can be used for more advanced studies.
Wilo: Better Performance with Fiber-Reinforced 3D Printed Components
Wilo SE is a worldwide manufacturer of pumps and pump systems for building services, the entire water management chain and industry. It comes as no surprise that Wilo is working with cutting-edge technologies such as Additive Manufacturing. Learn how they use the NETZSCH DSC 214 Polyma to understand the thermal behavior of new material choices.
Estimating Warpage of Selective Laser Sintering Parts Using Thermomechanical Analysis
The plastics used in Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering (SLS) have a higher thermal expansion when compared with other materials. Therefore, it is important to know how the dimensions of an SLS part change at different temperatures during the build and during use. The higher the thermal expansion coefficient, the more prone are the parts to warpage or curling and the build-up of residual stresses. Learn more!
Estimating Residual Stresses in SLS Parts Using DMA
Selective Laser Sintering (SLS) is one of the most used Additive Manufacturing technologies to produce structural plastic parts. When operated at elevated temperature, any residual stresses could be detrimental for the part performance. In order to better understand residual stresses, knowledge of a material’s modulus is needed. Learn more about residual StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress and how to measure the material property using a thermal analysis method.
Measuring Specific Heat Capacity to Simulate SLS Processes
Significant efforts have been made to model and simulate the Selective Laser Sintering process as information about the temperature field in lower layers is difficult to measure. Learn how Specific Heat Capacity (cp)Heat capacity is a material-specific physical quantity, determined by the amount of heat supplied to specimen, divided by the resulting temperature increase. The specific heat capacity is related to a unit mass of the specimen.specific heat capacity can help!
How Fillers Affect the Crystallization Behavior of SLS Powders
Due to the still limited number of available materials for the Selective Laser Sintering process, there is a constant demand for materials with different properties. The addition of any filler to SLS powder typically has an effect on the processing behavior. Today, we investigate the CrystallizationCrystallization is the physical process of hardening during the formation and growth of crystals. During this process, heat of crystallization is released. crystallization behavior of PA12 powder filled with copper spheres and flakes.
How Specific Heat Capacity of Filled Powders Affects SLS Processing Parameters
The modification of Selective Laser Sintering (SLS) powders with fillers is a good way to modify the properties of the produced parts without the necessity for new powder materials. Learn how to assess the effect of copper fillers on the processing behavior.
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
How Thermal Diffusivity Affects the Build Temperature in the SLS Process
Conductive fillers in polymer powder, like copper spheres and flakes, influence Additive Manufacturing processes. Learn how laser flash analysis allows determination of process setting to print highest quality parts.
How Fillers Increase Isotropic or Anisotropic Behavior of SLS Parts through Their Alignment
In general, the addition of fillers leads to an increase in mechanical performance. To understand how the stiffness or modulus change as a function of the filler geometry and filler content, Dynamic Mechanical Analysis (DMA) can be used. Learn more in our article.
Why the Effect of Anisotropic Fillers on Thermal Expansion is Process-Dependent
Fillers are added to a polymer matrix to improve the mechanical performance of the finished product. The orientation of such fillers depends on the processing conditions. Learn how the overall content, shape and orientation of copper fibers influence the coefficient of thermal volume expansion.

FREE E-Book
Thermal Analysis and Rheology in Polymer Additive Manufacturing
Discover the secrets behind AM's game-changing capabilities! Our newly released ebook delves deep into the heart of AM, unveiling the power of reliable material characterization techniques, specifically thermal analysis and rheology.