Introduction
La réalisation de mesures rhéologiques par cisaillement sur des échantillons à forte teneur en solides peut présenter des difficultés sur un rhéomètre rotatif, car l'échantillon peut avoir tendance à se fracturer même à des taux de cisaillement faibles ou de l'ordre de medium. Lorsque cela se produit, une diminution soudaine et importante de la contrainte de cisaillement est observée dans les données lorsque l'échantillon se fracture au bord de l'espace géométrique.
Le dentifrice est un exemple de suspension concentrée sujette à de tels effets. Les dentifrices sont généralement composés d'un abrasif, d'un épaississant polymère et d'un dispersant dans une base aqueuse, ainsi que d'arômes et de conservateurs. Ces matériaux très compacts se fracturent généralement sous l'effet d'un cisaillement rotatif, ce qui peut être problématique lorsqu'il s'agit d'évaluer les performances dans des conditions pertinentes pour l'application. Dans le cas des dentifrices, il peut être difficile de déterminer les caractéristiques d'écoulement pertinentes pour le traitement, et il est souvent difficile de prédire comment le dentifrice fini s'écoulera du tube et sur la brosse à dents.
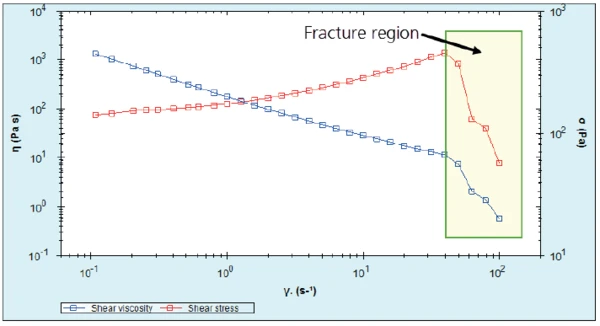
La figure 1 montre un profil de courbe d'écoulement à l'équilibre pour un dentifrice typique. Notez la forte diminution de la viscosité à 40 s-1, qui correspond à la rupture du dentifrice entre les géométries supérieure et inférieure.
La rupture de l'échantillon peut être retardée (en termes de taux de cisaillement) par l'utilisation d'une géométrie de plaque parallèle, qui permet l'application d'une taille d'interstice plus petite, mais elle ne peut pas être entièrement éliminée. L'utilisation d'une fente étroite peut en fait être préjudiciable dans le cas de matériaux fortement chargés contenant des particules large, car il est nécessaire d'utiliser une fente suffisante large pour éviter que les particules ne se coincent sous l'effet du cisaillement[1].
Une autre technique pour mesurer les propriétés d'écoulement par cisaillement de ces systèmes est l'écoulement par compression. Elle consiste à charger un échantillon entre des plaques parallèles, puis à mesurer la force normale générée par l'échantillon lorsque l'espace se referme à une vitesse constante, par exemple. Une méthode, qui tient compte du glissement partiel des parois, a été mise au point par Laun et al. (Laun, Rady, & Hassager, 1999) pour convertir les données relatives à l'espacement et à la force normale en contrainte de cisaillement et en taux de cisaillement, ce qui permet de calculer la viscosité de cisaillement en fonction du taux de cisaillement. Le taux de cisaillement maximal disponible à une vitesse d'écartement donnée est limité par la capacité maximale de la force normale du rhéomètre, mais peut souvent dépasser le taux de cisaillement réalisable en utilisant la rhéométrie rotative, lorsque l'échantillon présente une fracture des bords.
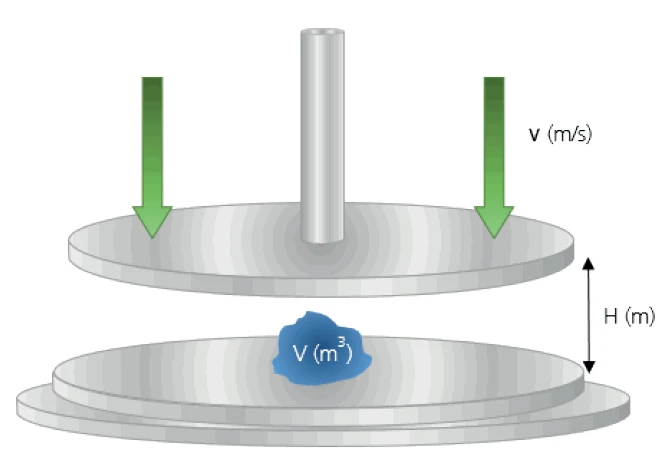
La méthodologie est telle qu'un volume défini d'échantillon est chargé au centre de la plaque géométrique inférieure, puis la plaque supérieure est abaissée à une vitesse constante jusqu'à un écart final défini (voir figure 2). La force ascendante générée par l'échantillon qui résiste au mouvement descendant de la géométrie et de l'espace correspondant est mesurée en fonction du temps.
Expérimental
- Le comportement de l'écoulement par compression du dentifrice a été évalué à des vitesses d'ouverture de 2 mm/s et de 10 mm/s.
- Les mesures ont été effectuées sur des aliquotes de 1 g de dentifrice, à l'aide d'un rhéomètre rotatif Kinexus équipé d'une cartouche à plaque Peltier et d'un système de mesure à plaque parallèle de 60 mm, en utilisant une séquence d'écoulement par compression dans le logiciel rSpace pour Kinexus.
- Les données comparatives de la courbe d'écoulement rotationnel ont été générées à l'aide d'une plaque parallèle rugueuse de 40 mm avec un espace de 1 mm et en utilisant une séquence standard préconfigurée de rSpace.
- Toutes les mesures ont été effectuées à une température de 25°C.
- La masse de l'échantillon a été convertie en volume en utilisant la densité d'un dentifrice de 1,3 g/cm3.
Résultats et discussion
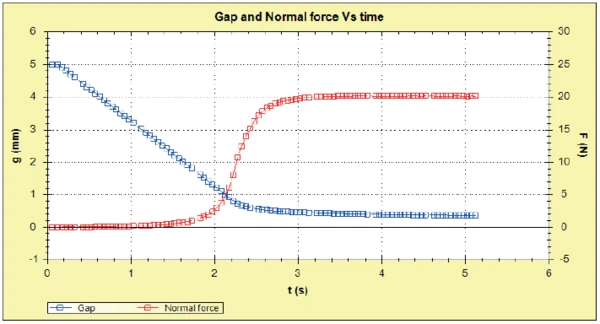
La figure 3 présente un profil de l'espace et de la force normale pour une pâte dentifrice, avec une vitesse de perçage de 2 mm/s. La ligne bleue, qui représente l'espace, montre l'approche de la plaque géométrique supérieure par rapport à l'échantillon. Lorsque la plaque entre en contact avec l'échantillon, elle forme un cylindre comprimé de diamètre croissant et la ligne rouge, représentant la force normale, commence à augmenter. Lorsque la géométrie supérieure atteint l'espace défini, la force de compression devient constante car l'écrasement s'arrête.
Les données relatives à la force normale et à l'écart sont ensuite converties en contrainte de cisaillement et en taux de cisaillement, respectivement, automatiquement à la fin de l'action de mesure à l'aide des équations [1] et [2]. La viscosité de cisaillement est alors calculée en divisant la contrainte de cisaillement résultante par le taux de cisaillement correspondant.
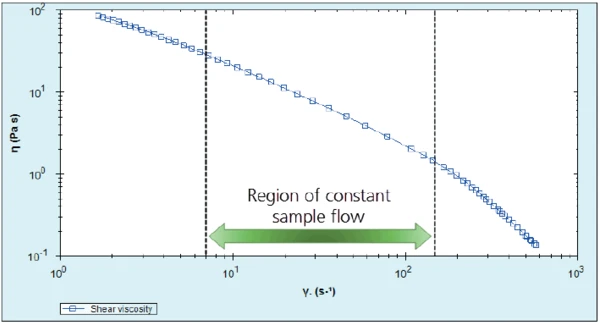
La courbe d'écoulement générée à partir des données d'écoulement par pressage à une vitesse de gapping de 2 mm/s est illustrée à la figure 4. Ce graphique montre trois régions distinctes en termes de comportement d'écoulement de l'échantillon : jusqu'à environ 7 s-1, l'échantillon commence tout juste à s'écouler alors que les forces de compression commencent à augmenter ; à partir de 7 s-1, le profil de viscosité présente un changement de gradient alors que l'échantillon s'écoule ; un autre changement de gradient se produit au-dessus de 150 s-1 alors que les forces de compression atteignent un maximum et que l'écoulement de l'échantillon s'interrompt. Ainsi, seules les données de l'écoulement constant de l'échantillon sont utilisées pour la mesure.
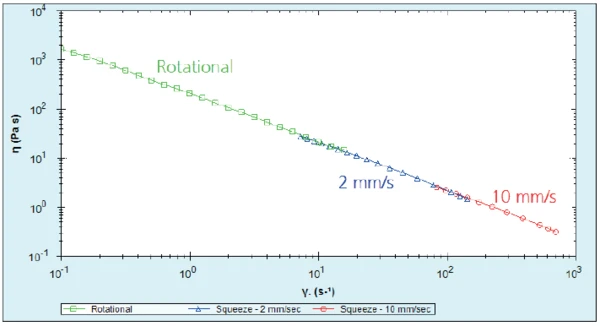
Le test d'écoulement par écrasement a été répété pour une nouvelle aliquote de 1 g de dentifrice, en utilisant cette fois une vitesse d'écrasement de 10 mm/s. Une comparaison des données obtenues à 2 et 10 mm/s est présentée à la figure 5, ainsi que les données d'écoulement à l'équilibre obtenues à l'aide de la rhéométrie rotative traditionnelle.
On constate que les données d'écoulement par compression correspondent extrêmement bien aux données de rotation, en étendant le taux de cisaillement d'un maximum de 20 s-1 pour les mesures de rotation, à 700 s-1 pour les mesures d'écoulement par compression. Bien entendu, différents échantillons peuvent être plus ou moins adaptés à la technique du squeeze flow que celui présenté ici, c'est pourquoi il est recommandé d'effectuer des mesures d'essai pour toute nouvelle analyse.
Conclusion
Un rhéomètre rotatif Kinexus doté de capacités d'essai axiales avancées peut être utilisé pour étendre la plage de taux de cisaillement mesurable des suspensions concentrées, qui ont tendance à se fracturer, en utilisant la technique de l'écoulement par compression. Les viscosités calculées pour le dentifrice obtenues par des mesures d'écoulement par compression ont donné des données comparables à celles de la rhéométrie rotative traditionnelle et ont permis d'étendre la plage de taux de cisaillement de près de deux ordres de grandeur.
Note de bas de page
[La taille de l'espace doit être égale à 10 fois la taille de la particule maximale, de sorte qu'il y ait suffisamment d'espace libre entre les particules pour qu'elles puissent se déplacer librement. Lorsque le taux de cisaillement augmente et que l'espace est étroit, les particules de large ont tendance à se coincer, ce qui fausse le comportement de l'écoulement.