
07.10.2020 by Dr. Natalie Rudolph
What TMA Measurements Can Tell About Filler Orientation in Injection Molding
Fillers have long played an important role in the polymer manufacturing industry. An important property to measure how the filled material changes in length when being heated or cooled is the coefficient of thermal expansion. Knowledge about this material behavior is required to be able to determine important design values. Learn how the flow field and sample preparation influences the property and see how measurements with the TMA 402 F3 Hyperion® Polymer Edition are carried out.
Fillers have long played an important role in the polymer manufacturing industry. First added to decrease prices of materials, they are now mainly used for their other advantages: Fillers can decrease shrinkage, increase stiffness and sometimes improve the appearance.
An important property to measure how the filled material changes in length when being heated or cooled is the thermal expansion coefficient, α, or Coefficient d'Expansion Thermique Linéaire (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE (coefficient of thermal expansion). Knowledge about this material behavior is required to be able to determine design values such as shrinkage or compatibility between joining partners of the final product.
However, the CTE is sensitive to the orientation of the filler in the molded part. This orientation depends strongly on the flow field, which describes how the material fills the mold. Therefore, different values for the CTE are to be expected in the molded part. This articles aims to investigate this assumption. For this study, a low-viscosity PEEK resin with 40 vol% short carbon fibers was injection molded in a plate mold of 80 x 80 mm and 2 mm thickness at Neue Materialien Bayreuth. A film gate was used to get a more uniform flow front and reduce fiber breakage, which could occur through a thinner gate.
How does the molten material flow into the mold?
Figure 1 shows a schematic of the sample plate (a) as well as the velocity profile across the thickness of the part as well as the fountain flow at the melt front (b) and the resulting fiber orientation (c).
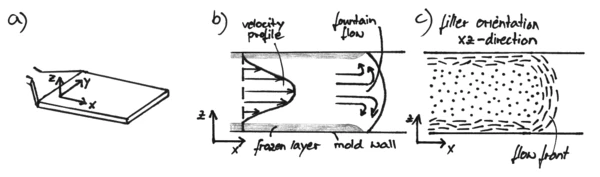
Due to the velocity gradient, different forces and moments act on the fibers and lead to a characteristic fiber orientation within the part. In the center of the part, the fibers are oriented perpendicular to the flow direction due to extensional and transverse flow. Due to the high shear rates at the wall or frozen layer, the fibers are aligned parallel to the flow. The thickness of this highly oriented layer depends on the frozen layer thickness and the velocity profile.
How were the samples for the experiment prepared and measured?
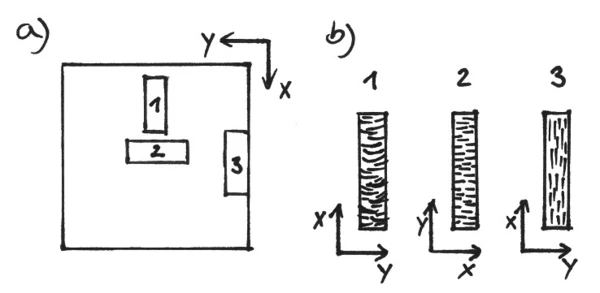
For the TMA measurements at NETZSCH Analyzing & Testing, samples were cut according to Figure 1 (a) to study the effect of fiber orientation on the thermal expansion coefficient. The expected dominant fiber orientation is depicted in the samples (b).
The samples were measured with the new TMA 402 F3 Hyperion®Polymer Edition. After an initial cooling step, the temperature was increased from -70 to 300°C at a heating rate of 5 K/min. The thermal expansion coefficient was calculated using the mean CTE analysis (m. CTE), which computes the slope between two data points. All measurement conditions are summarized in the following table:
Table 1: Measurement conditions
| Sample holder | Expansion, made of SiO2 |
| Sample load | 50 mN |
| Atmosphere | N2 |
| Gas flow rate | 50 ml/min |
| Temperature range | -70…300°C at a heating rate of 5 K/min |
How does the thermal expansion correlate to the flow field?
The results are shown in Figure 3. As expected, the CTE above the Tg is higher than below the Tg; for these samples it is about double. It can be seen that the CTEs of sample 3 are the lowest and sample 2 has the highest values. Sample 1 is in between. The same trend between samples is observable in the Tg. Sample 2 that is most dominated by the matrix behavior compared to the other samples has the same Tg of 143°C as listed in the datasheet (measured with a DSC). Sample 1 that shows more effect of the fiber in the CTE has a higher Tg of 152°C, which indicates the higher stiffness introduced by the fibers. This can be detected in a TMA, because it measures a mechanical response. Sample 3 is strongly dominated by the fibers and therefore, the Tg is hardly visible and was not analyzed.
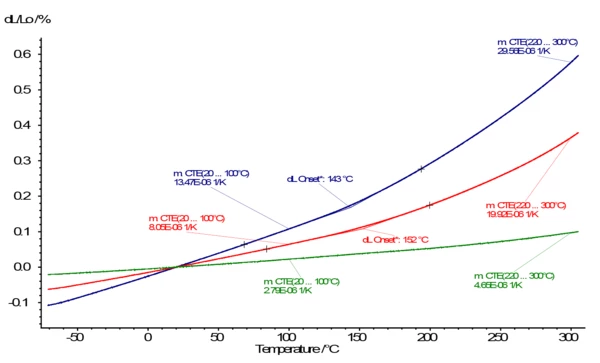
Table 2: Summary of resulting Tg
| Sample 1 (red) | Sample 2 (blue) | Sample 3 (green) | |
| Tg [°C] | 152 | 143 | – |
| CTE < Tg [10-6 K-1] | 8.05 | 13.47 | 2.79 |
| CTE > Tg [10-6 K-1] | 19.92 | 29.56 | 4.65 |
From the CTE measurements as well as the theory of fiber orientation in the flow field, the dominant fiber orientation in the samples can be deduced, Figure 1 b. It can be seen that due to the thin samples, the effect of the frozen layer seems to be dominant in samples 2 and 3. The majority of the fibers are oriented in the flow direction x. Therefore, sample 3 yields the lowest CTE (measurement in the flow and in the fiber direction) and sample 2 the highest values (measurement perpendicular to the flow and fiber direction).
The study showed the importance of analyzing the Coefficient of Thermal Expansion of filled materials based on the filler orientation, which is influenced by the flow field during injection molding.
The full application note with a comparison of the manufacturer’s datasheet and the measurements with the new TMA 402 F3 Hyperion® Polymer Edition is available here!
About Neue Materialien Bayreuth GmbH
Neue Materialien Bayreuth GmbH is a non-academic research company developing various novel materials for lightweight constructions, from polymers and fiber-reinforced composites to metals, including also the processing. They provide application-oriented solutions by optimizing available materials and production processes.


