Introduzione
Gli adesivi sensibili alla pressione (PSA) sono sistemi colloidali complessi. Sono costituiti da due componenti principali: una parte adesiva, che rende l'adesivo appiccicoso, e una parte di lattice, che aiuta l'adesività a scorrere. Molti additivi possono essere utilizzati per modificare le proprietà a umido dell'adesivo, la sua stabilità in fase di stoccaggio e il modo in cui si mescola e riveste la superficie del substrato.
Durante il compounding dei PSA, molti componenti vengono mescolati insieme. L'emulsione adesiva e il lattice acquoso vengono miscelati con altri componenti per produrre l'adesivo pronto per il rivestimento. Ogni componente deve essere caratterizzato reologicamente per determinare la sua capacità di pompaggio. Anche l'intero PSA deve essere caratterizzato per determinare le proprietà di pompaggio e filtrazione.
Per stimare la velocità di taglio, riscontrata durante la lavorazione, si può utilizzare la seguente equazione, dove Q è la portata volumetrica e r il raggio del tubo.
Misurando la viscosità a selecte shear rate leggermente superiori e inferiori al valore calcolato, è possibile generare una porzione rilevante della curva di flusso. È quindi possibile applicare ai dati un Modello a legge di potenzaIl modello della legge di potenza è un modello reologico comune per quantificare (tipicamente) la natura di assottigliamento al taglio di un campione, con il valore più vicino a zero che indica un materiale più assottigliato al taglio.modello a legge di potenza e determinare i valori di k e n per descrivere il comportamento del flusso. Il modello della legge di potenza è scritto come
k è la consistenza
n è l'indice di legge di potenza
η è la viscosità
σ è lo sforzo di taglio
-γ è la velocità di taglio
La consistenza ha le unità di Pas ma è numericamente uguale alla viscosità misurata a 1 s-1. L'indice della legge di potenza varia da 0 per i materiali molto diluiti al taglio a 1 per i materiali newtoniani.
Sperimentale
- In questo studio sono stati misurati e confrontati tre adesivi sensibili alla pressione.
- Le misure al reometro rotazionale sono state effettuate utilizzando un reometro rotazionale Kinexus con una cartuccia a piastra di Peltier e un sistema di misura a piastra conica da 40 mm/1°, utilizzando sequenze standard preconfigurate nel software rSpace.
- È stata utilizzata una sequenza di caricamento standard per garantire che entrambi i campioni fossero sottoposti a un protocollo di caricamento coerente e controllabile.
- Tutte le misure reologiche sono state eseguite a 25°C.
- La velocità di taglio rilevante per il flusso nel tubo è stata calcolata automaticamente come parte della sequenza di prova utilizzando i valori inseriti di raggio, lunghezza e portata volumetrica del tubo.
- È stata eseguita una tabella della velocità di taglio utilizzando un valore iniziale di (velocità di taglio calcolata / 2) e un valore finale di (velocità di taglio calcolata x 2) e un Modello a legge di potenzaIl modello della legge di potenza è un modello reologico comune per quantificare (tipicamente) la natura di assottigliamento al taglio di un campione, con il valore più vicino a zero che indica un materiale più assottigliato al taglio.modello a legge di potenza applicato alla curva di flusso risultante.
Risultati e discussione
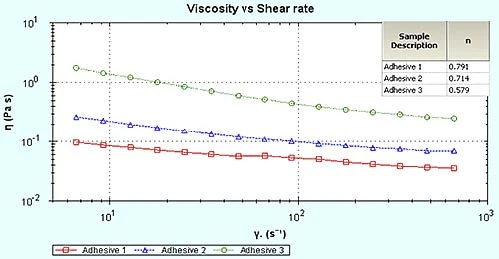
Dalla Figura 1, l'adesivo 3 ha la viscosità più alta e sarà quindi il più difficile da pompare e miscelare, seguito dall'adesivo 2 e poi dall'adesivo 1. L'adesivo 3 mostra un valore di η più basso rispetto agli altri due campioni e diventerà più facile da pompare a velocità di taglio più elevate. L'adesivo 3 presenta un valore di η più basso rispetto agli altri due campioni e sarà più facile da pompare a velocità di taglio più elevate. L'aumento della velocità di pompaggio può contribuire a ridurre i problemi di pompaggio diminuendo la viscosità del campione. Ciò è più efficace quando l'indice di Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio (η) è small (<<1). Un campione ad alta viscosità, ad esempio 3, sarà più difficile da pompare di un campione a bassa viscosità, a meno che non abbia un indice di Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio molto small.
Conclusione
Le formulazioni possono essere analizzate e la loro capacità di pompaggio e miscelazione può essere valutata prima delle prove sull'impianto. Formulazioni simili possono essere testate per determinare la migliore combinazione di additivi al fine di ottimizzare il campione per il pompaggio e la miscelazione.