Introduzione
Le proprietà reologiche di un prodotto possono influenzare la percezione visiva e testuale del consumatore e il suo comportamento durante l'uso. Ad esempio, i materiali molto diluiti al taglio saranno molto reattivi alle variazioni dello Lo stressLa sollecitazione è definita come un livello di forza applicato su un campione con una sezione trasversale ben definita. (Sollecitazione = forza/area). I campioni con sezione trasversale circolare o rettangolare possono essere compressi o allungati. I materiali elastici come la gomma possono essere allungati fino a 5-10 volte la loro lunghezza originale.stress applicato, mentre i materiali newtoniani mostreranno una dipendenza molto minore. Questa risposta è importante quando si considera la facilità di spalmatura o "spalmabilità".
Il processo di spandimento provoca una conseguente riduzione dello spessore dello strato, che si distribuisce su una superficie più ampia, come illustrato nella Figura 1. La velocità di taglio è uguale alla velocità di spandimento. Poiché la velocità di taglio è uguale alla velocità applicata divisa per lo spessore dello strato, lo spandimento non può essere attribuito a una singola velocità di taglio.
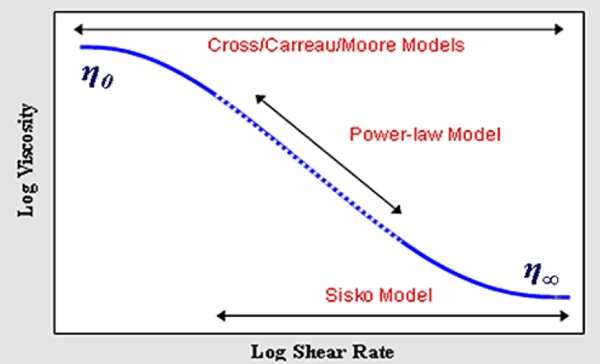
Un modo migliore per valutare la spalmabilità consiste nel caratterizzare la variazione di viscosità in un intervallo di velocità di taglio, come mostrato nella Figura 2. La regione di interesse è quella dell'Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio o della legge di potenza, poiché descrive la facilità con cui la struttura del materiale si rompe con il taglio applicato. Questa regione appare lineare su un grafico log-log della viscosità rispetto alla velocità di taglio con un gradiente costante, ma mostra una dipendenza dalla legge di potenza se tracciata su una scala lineare.
Matematicamente, questa regione della curva di flusso può essere descritta utilizzando la legge di potenza o il modello di Ostwald de Waele dato dall'equazione 1.
𝜎 = 𝑘𝛾̇𝑛
k è la consistenza
n è l'indice di legge di potenza
σ è lo sforzo di taglio
𝛾̇ è la velocità di taglio
La consistenza ha l'unità di misura di Pasn ma è numericamente uguale alla viscosità misurata a 1s-1. L'indice della legge di potenza varia da 0 per i materiali molto diluiti al taglio a 1 per i materiali newtoniani. Più basso è l'input di sollecitazione richiesto, più facile dovrebbe essere la diffusione del materiale. Un valore più basso di k indica una viscosità più bassa e quindi una minore sollecitazione, mentre un valore più basso di n indica un maggiore Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio, che si traduce in un smallaumento della sollecitazione all'aumentare della velocità di taglio.
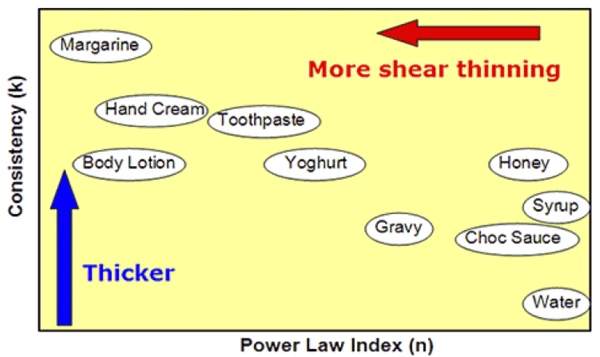
Queste informazioni possono essere rappresentate in un grafico simile a quello illustrato nella Figura 3. I materiali con valori di k e/o n bassi dovrebbero essere più facili da spalmare.
Sperimentale
- La spalmabilità di una serie di prodotti di consumo è stata valutata eseguendo un test a rampa di taglio e analizzando la curva risultante utilizzando un Modello a legge di potenzaIl modello della legge di potenza è un modello reologico comune per quantificare (tipicamente) la natura di assottigliamento al taglio di un campione, con il valore più vicino a zero che indica un materiale più assottigliato al taglio.modello a legge di potenza.
- Le misure al reometro rotazionale sono state effettuate utilizzando un reometro rotazionale Kinexus con una cartuccia a piastre di Peltier e un sistema di misura a piastre parallele irruvidite1 , e utilizzando sequenze standard preconfigurate nel software rSpace.
- È stata utilizzata una sequenza di caricamento standard per garantire che entrambi i campioni fossero sottoposti a un protocollo di caricamento coerente e controllabile.
- Tutte le misurazioni reologiche sono state eseguite a 25°C.
- È stata generata una curva di flusso utilizzando un test a rampa di shear rate e un Modello a legge di potenzaIl modello della legge di potenza è un modello reologico comune per quantificare (tipicamente) la natura di assottigliamento al taglio di un campione, con il valore più vicino a zero che indica un materiale più assottigliato al taglio.modello a legge di potenza adattato a questa curva.
Risultati e discussione
La Figura 4 mostra la curva viscosità-velocità di taglio per una serie di prodotti commerciali e i corrispondenti parametri di adattamento, con una presentazione grafica di questi ultimi nella Figura 5.
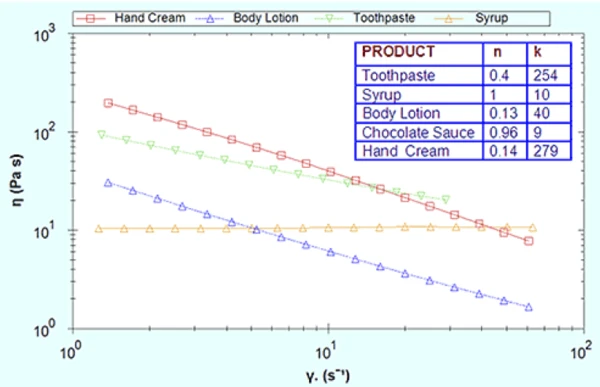
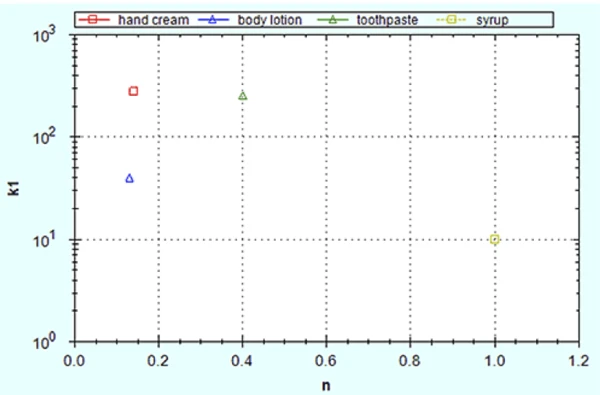
Sebbene il dentifricio e la crema per le mani abbiano valori k simili, la crema per le mani ha un valore n molto più basso che la rende più sottile al taglio e più facile da spalmare. Al contrario, lo sciroppo e la salsa al cioccolato hanno valori k molto più bassi, ma non sono shear thinning, quindi appaiono densi e appiccicosi durante l'applicazione. La lozione per il corpo ha sia un valore k che un valore n relativamente bassi, il che la rende molto più facile da applicare.
Per confrontare quantitativamente le sollecitazioni richieste per la stesura di una crema per le mani e di uno sciroppo, rispettivamente, a velocità di taglio equivalenti, i valori di n e k possono essere sostituiti nell'equazione 1. Considerando un'unica velocità di taglio di n e k, si può ottenere un'equazione di n. Considerando una velocità di taglio singola di 1s-1, che può equivalere a uno strato di prodotto più spesso, la sollecitazione necessaria per mantenere il flusso a questa velocità di taglio è di 279 Pa per la crema per le mani e di 10 Pa per lo sciroppo (σ = k a 1s-1). A una velocità di taglio di 1000s-1, che si riferisce a uno strato più sottile di materiale risultante dal processo di spalmatura, la sollecitazione richiesta aumenta a 734 Pa per la crema per le mani e a 10.000 Pa per lo sciroppo. Ciò evidenzia l'importanza del comportamento Non newtonianoUn fluido non newtoniano è un fluido che presenta una viscosità che varia in funzione della velocità di taglio o dello sforzo di taglio applicato.non newtoniano nel processo di spalmatura.
Conclusione
Per caratterizzare la spalmabilità di vari prodotti commerciali è stato utilizzato un test a rampa di taglio con un modello di adattamento a legge di potenza, utilizzando i parametri di adattamento a legge di potenza k e n. Valori bassi di k e n indicano rispettivamente una viscosità più bassa e un maggior grado di Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio, che contribuiscono a facilitare la spalmabilità.
1Si prega dinotare che si raccomanda di eseguire i test con geometria a cono e piastra o a piastra parallela, preferendo quest'ultima per le dispersioni e le emulsioni con particelle di large dimensioni. Questi tipi di materiali possono anche richiedere l'uso di geometrie dentellate o ruvide per evitare artefatti legati allo scivolamento sulla superficie della geometria.