06.04.2021 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Misurare la capacità termica specifica per simulare i processi SLS
Sono stati compiuti sforzi significativi per modellare e simulare il processo di SinterizzazioneLa sinterizzazione è un processo di produzione per la formazione di un corpo meccanicamente resistente a partire da una polvere ceramica o metallica. sinterizzazione laser selettiva, poiché le informazioni sul campo di temperatura negli strati inferiori sono difficili da misurare. Scoprite come la Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione. capacità termica specifica può aiutarvi!
Durante il processo SLS (Select ive Laser Sintering), gli strati precedentemente fusi scompaiono nel letto di polvere circondato da polvere non sinterizzata. Pertanto, è difficile misurare le informazioni sul campo di temperatura negli strati inferiori. Per questo motivo, sono stati compiuti notevoli sforzi per modellare e simulare il processo SLS. Due grandezze essenziali a tal fine sono la capacità termica specifica (Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione.cp) e la conducibilità termica (k) in funzione della temperatura. L'aggiunta di cariche non solo modifica il tasso di CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione, ma richiede anche una temperatura di costruzione più elevata a causa della variazione di Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione.cp e k.
Come determinare la capacità termica specifica
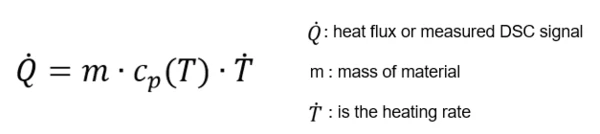
Per determinare la Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione. capacità termica specifica in funzione della temperatura di diversi materiali, si utilizza la calorimetria differenziale a scansione (DSC). La capacità termica è definita come la quantità di calore necessaria per innalzare la temperatura di 1 g di sostanza di 1°C mantenendo costante la pressione p. È descritta dall'equazione di conduzione del calore: "La capacità termica è la quantità di calore necessaria per innalzare la temperatura di 1 g di sostanza di 1°C mantenendo costante la pressione p". È descritta dall'equazione di conduzione del calore:
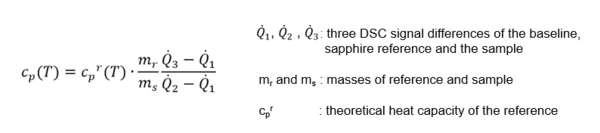
In conformità alla norma DIN EN ISO 11357-4 (e ASTM E1269), il campione viene misurato rispetto a un secondo campione (di riferimento) di capacità termica nota. Un campione di riferimento tipico è lo zaffiro. Pertanto, un esperimento consiste in tre diverse serie nell'intervallo di temperatura di interesse. La prima è una scansione con due vaschette vuote (linea di base), la seconda una scansione con una vaschetta contenente il campione di zaffiro (riferimento) e infine la terza esecuzione con il campione effettivo (campione) nello stesso tipo di vaschetta.
Il Cp in funzione della temperatura del campione può essere calcolato come segue:
Esecuzione di misure di cp su campioni di polvere polimerica SLS
In questo esempio di polvere di polimero, più specificamente PA12, le misure sono state eseguite utilizzando un DSC 204NETZSCH F1 Phoenix® in conformità con lo standard. Dopo una fase iniziale di raffreddamento a -25°C, la temperatura è stata aumentata a 215°C a 10 K/min. Sono stati misurati due diversi campioni ed è stata calcolata la media. Tutte le condizioni di misura sono riassunte nella tabella seguente:
Tabella 1: Condizioni di misura
| Campione di pentola | Concavus® al, coperchio forato |
| Peso del campione | 11.55 mg |
| Calibrariferimento | Zaffiro |
| Riferimento pan | Concavus® al, coperchio forato |
| Atmosfera | N2 |
| Portata del gas | 40 ml/min |
| Temperatura | -25 ... 215°C a 10 K/min |
L'analisi nel NETZSCH Proteus® software è mostrata nella Figura 1. Mostra la Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione. capacità termica specifica "apparente", sovrapposta al picco di Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). fusione e alla transizione vetrosa.
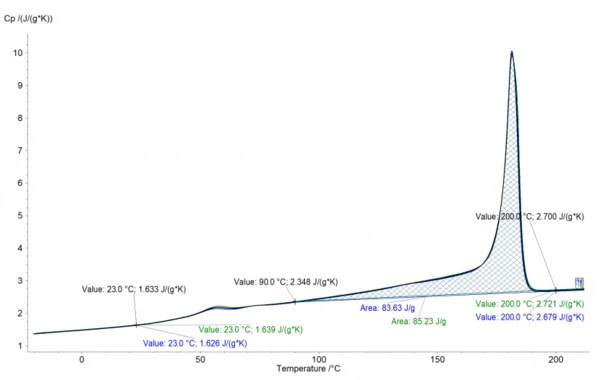
I dati di Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione.cp possono essere facilmente dedotti da questa curva. Tuttavia, nell'intervallo di temperatura tra 90-190°C, l'effetto dell'aumento del Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione.cp e l'effetto EndotermicoUna transizione campionaria o una reazione è endotermica se per la conversione è necessario il calore.endotermico della Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). fusione si oppongono. Pertanto, i valori nell'intervallo di Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). fusione sono tipicamente interpolati. Nel caso del PA12 qui illustrato, l'interpolazione verrebbe eseguita tra 90°C (2,348 J/gK) e 200°C (2,7 J/gK), che sono indicati nel grafico. I valori possono essere esportati per un successivo utilizzo nelle simulazioni di materiali e processi, ad esempio per la temperatura depositata e la solidificazione nel processo SLS. Un'altra applicazione dei dati è il calcolo della Conduttività termicaLa conducibilità termica (λ con unità di misura W/(m-K)) descrive il trasporto di energia - sotto forma di calore - attraverso un corpo di massa come risultato di un gradiente di temperatura (vedi fig. 1). Secondo la seconda legge della termodinamica, il calore fluisce sempre nella direzione della temperatura più bassa.conduttività termica dai dati di Diffusività termicaLa diffusività termica (a con unità di misura mm2/s) è una proprietà specifica del materiale per caratterizzare la conduzione termica instabile. Questo valore descrive la velocità con cui un materiale reagisce a una variazione di temperatura.diffusività termica e densità.