Введение
Система смол, разработанная Европейским центром дисперсионных технологий (EZD), была тщательно продумана для использования в различных областях, включая краски, покрытия и аддитивное производство. Центральное место в его характеристиках занимает понимание его поведения при отверждении, которое анализируется с помощью кинетических исследований модуля упругости. УФ-отверждение, включающее реакции сшивания, которые создают ковалентные связи и формируют трехмерные сети, является ключевой особенностью этой смолы. Модуль упругости, мера жесткости материала во время отверждения, дает критическое представление о кинетике отверждения и помогает предсказать поведение смолы в различных условиях. Сочетание УФ-отверждения с термическим постотверждением позволяет достичь оптимальных свойств материала, таких как твердость, эластичность и химическая стойкость. Такой подход не только обеспечивает быстрое и эффективное отверждение, но и повышает эксплуатационные характеристики в таких отраслях, как полиграфия, деревообработка, автомобилестроение, электроника, медицинская техника, оптика, аэрокосмическая промышленность и упаковка пищевых продуктов. Кинетический анализ модуля упругости позволяет точно предсказать поведение смолы при отверждении.
Условия измерения
Образцы были изготовлены методом 3D-печати в SKZKFE gGmbH и проанализированы на приборе NETZSCH DMA 303 Eplexor® (рис. 1). Наиболее важные параметры измерений приведены в таблице 1.

Таблица 1: Условия измерения на приборе DMA 303 Eplexor®
| Держатель образца | 3-точечный изгиб, 30-миллиметровые гибкие опоры |
|---|---|
| Толщина образца | Приблизительно 2 мм |
| Ширина образца | Приблизительно 10 мм |
| Максимальное динамическое усилие | 10 N |
| Динамическая амплитуда | 50 мкм |
| Частота | 1 Гц |
| Скорость нагрева | 5 К/мин |
| Целевая температура | 180°C, 200°C, 210°C и 220°C |
| Изотермический сегмент | 5 ч, каждый при целевой температуре |
Результаты измерений и обсуждение
Чтобы определить идеальную температуру отверждения для новой системы смол, образцы нагревали со скоростью 5 К/мин от комнатной температуры до целевых температур 180°C, 200°C, 210°C и 220°C, соответственно, и выдерживали изотермически в течение 5 ч после достижения температуры, чтобы проанализировать возможное увеличение модуля упругости в течение времени выдержки; см. рис. 2.
Видно, что с повышением температуры отверждения (изотермические сегменты) достигаются более высокие значения модуля упругости, и что при более высоких температурах увеличение происходит быстрее. Только при температуре 220°C (синяя кривая) проявляется отрицательный эффект. После первоначального увеличения значения модуля упругости оно начинает снижаться примерно через 80 минут общего времени измерения, что является показателем охрупчивания материала. Таким образом, можно предположить, что при температуре 220°C уже происходит разрушение материала.
Достижимые значения модуля упругости через 300 минут демонстрируют значительное увеличение с ростом температуры. Однако эта разница не столь значительна между 200°C (красная кривая) и 210°C (зеленая кривая).

Кинетический анализ реакции после отверждения
Программное обеспечение Kinetics Neo позволяет определять кинетические параметры химической реакции. Оно также позволяет прогнозировать модуль упругости по механическим свойствам с помощью динамического механического анализа (ДМА). Измерения для кинетического анализа проводятся при различных изотермических температурах и показаны на рисунке 2.
Используя эти измерения, Kinetics Neo может определить количество этапов, описывающих реакцию отверждения. Для каждого из этих этапов программа также рассчитывает кинетические параметры, т.е. тип реакции, энергию активации и порядок реакции.
На рисунке 3 показаны измерения, проведенные при различных изотермических температурах после удаления базовой линии. Используется горизонтальная базовая линия, начинающаяся от точки с минимальным значением E'. Поскольку механические измерения уже указывают на одностадийную реакцию, для кинетического анализа выбрана модель с автокатализом Cn, n-го порядка.
На рисунке 3 символами показаны измеренные кривые, а сплошными линиями - модель.
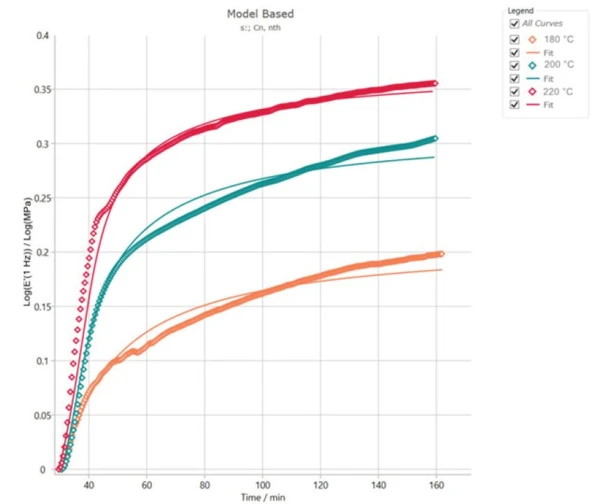
Подгонка модели рассчитана для температуры, использованной в эксперименте, с помощью программы Kinetics Neo. В таблице 2 приведены оптимальные кинетические параметры, использованные для расчета. Отклонение между измеренными и рассчитанными кривыми свидетельствует о различиях в подготовке образцов. Однако высокий коэффициент детерминации R2 = 0,995 указывает на сильное согласие между моделью и экспериментальными данными.
Таблица 2: Кинетические параметры, рассчитанные по формуле Kinetics Neo
| Шаг 1 (единицы) | |
| Энергия активации | 50.319 (кДж/моль) |
| Log(PreExp) | 2.591 log (s-1) |
| ReactOrder n | 2.591 |
| Log (AutocatPreexp) | 0.01 log (s-1) |
| Вклад | 1 |
Моделирование отверждения для конкретных условий
На основе определенных параметров кинетики Kinetics Neo может рассчитать поведение образца для любых условий времени/температуры, близких к экспериментальным.
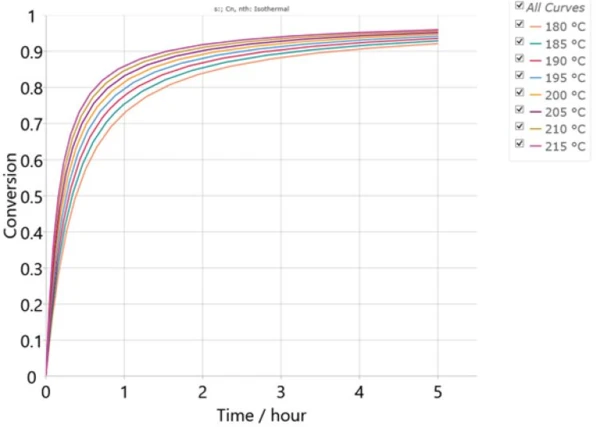
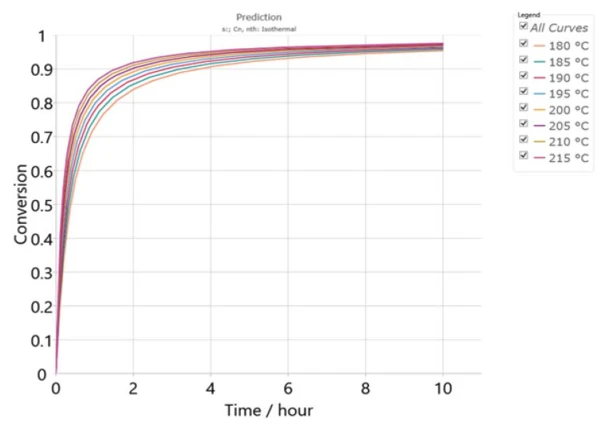
В качестве примера на рисунках 4 и 5 показана степень отверждения смолы при различных изотермических температурах от 180°C до 215°C в течение 5 часов и 10 часов, соответственно. Как и ожидалось, отверждение происходит быстрее при более высоких температурах.
Для полного отверждения требуется более длительный период. Например, через 5 часов степень отверждения достигает 0,940, а через 16 часов - 0,972. Полное отверждение может занять несколько часов или дней, в зависимости от температуры.
Заключение
Механические свойства системы смол, отвержденных УФ-излучением, после термического отверждения оценивались с помощью динамического механического анализа (ДМА). Изотермические измерения проводились при различных температурах: 180°C, 200°C, 210°C и 220°C. Данные были проанализированы с помощью программного обеспечения Kinetics Neo, и была разработана кинетическая модель для прогнозирования степени отверждения. Эта модель может быть применена не только к измеренным температурам и продолжительности, но и к условиям, которые не были проверены экспериментально. В результате она позволяет определить параметры, при которых достигается определенная степень отверждения за минимальное время или при минимальной температуре, в зависимости от цели оптимизации. Такой подход позволяет сократить количество необходимых физических испытаний, сэкономить время и средства, а также ускорить весь процесс для пользователей.
Преимущества кинетического анализа
Снижение затрат на эксперименты
Kinetics Neo программное обеспечение снижает необходимость в многочисленных и дорогостоящих физических испытаниях, оптимизируя количество необходимых тестов. Это позволяет клиентам экономить время и деньги, ускоряя общий процесс.
Оптимизация циклов отверждения
Программное обеспечение помогает Identify подобрать оптимальную температуру и время после отверждения для достижения наилучшей конверсии материала. Это обеспечивает эффективность производства, предотвращая такие проблемы, как пере- или недоотверждение.
Персонализация и гибкость
Заказчики могут настроить процесс отверждения в соответствии с конкретными требованиями, будь то более гибкие или более жесткие материалы. Такая гибкость гарантирует, что конечный продукт будет полностью соответствовать их потребностям, снижая необходимость в дополнительных испытаниях.