Johdanto
Euroopan dispersiotekniikan keskuksen (EZD) kehittämä hartsijärjestelmä on suunniteltu huolellisesti käytettäväksi erilaisissa sovelluksissa, kuten painoväreissä, pinnoitteissa ja lisäainevalmistuksessa. Keskeistä sen suorituskyvyn kannalta on sen kovettumiskäyttäytymisen ymmärtäminen, jota analysoidaan varastointimoduulin kineettisten tutkimusten avulla. UV-Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen, johon liittyy ristisilloitusreaktioita, jotka luovat kovalenttisia sidoksia ja muodostavat kolmiulotteisia verkkoja, on tämän hartsin keskeinen ominaisuus. Varastointimoduuli, joka mittaa materiaalin jäykkyyttä kovettumisen aikana, antaa ratkaisevan tärkeää tietoa kovettumiskinetiikasta ja auttaa ennustamaan hartsin käyttäytymistä eri olosuhteissa. Yhdistämällä UV-kovettaminen ja terminen jälkikovettaminen hartsijärjestelmä saavuttaa optimaaliset materiaaliominaisuudet, kuten kovuuden, elastisuuden ja kemiallisen kestävyyden. Tämä lähestymistapa takaa nopean ja tehokkaan kovettumisen ja parantaa suorituskykyä eri teollisuudenalojen sovelluksissa, kuten painamisessa, puunjalostuksessa, autoteollisuudessa, elektroniikassa, lääketieteellisessä teknologiassa, optiikassa, ilmailu- ja avaruusteollisuudessa ja elintarvikepakkauksissa. Varastointimoduulin kineettinen analyysi mahdollistaa hartsin kovettumiskäyttäytymisen tarkan ennustamisen.
Mittausolosuhteet
Näytteet valmistettiin 3D-tulostamalla SKZKFE gGmbH:ssä ja analysoitiin NETZSCH DMA 303 Eplexor® -laitteella (kuva 1). Tärkeimmät mittausparametrit on esitetty taulukossa 1.

Taulukko 1: DMA 303:n mittausolosuhteet Eplexor® mittaus
| Näytteen pidike | 3-pistetaivutus, 30 mm:n joustavat tuet |
|---|---|
| Näytteen paksuus | Noin 2 mm |
| Näytteen leveys | Noin 10 mm |
| Suurin dynaaminen voima | 10 N |
| Dynaaminen amplitudi | 50 μm |
| Taajuus | 1 Hz |
| Lämmitysnopeus | 5 K/min |
| Tavoitelämpötila | 180 °C, 200 °C, 210 °C ja 220 °C |
| IsoterminenKontrolloidussa ja vakiolämpötilassa tehtäviä testejä kutsutaan isotermisiksi.Isoterminen segmentti | 5 h, kukin kohdelämpötilassa |
Mittaustulokset ja keskustelu
Uuden hartsijärjestelmän ihanteellisen kovettumislämpötilan määrittämiseksi näytteitä lämmitettiin 5 K/min huoneenlämpötilasta tavoitelämpötiloihin 180 °C, 200 °C, 210 °C ja 220 °C, ja näytteitä pidettiin isotermisesti 5 tuntia lämpötilan saavuttamisen jälkeen, jotta varastointimoduulin mahdollinen kasvu varastointiaikana voitiin analysoida; katso kuva 2.
Voidaan havaita, että kovettumislämpötilaa nostettaessa (isotermiset segmentit) voidaan saavuttaa suurempia moduuliarvoja ja että kasvu tapahtuu myös nopeammin korkeammissa lämpötiloissa. Vasta 220 °C:n lämpötilassa (sininen käyrä) ilmenee negatiivinen vaikutus. Kun moduuliarvo on aluksi noussut, se alkaa laskea noin 80 minuutin kuluttua kokonaismittausajasta, mikä on osoitus materiaalin haurastumisesta. Näin ollen voidaan olettaa, että 220 °C:n lämpötilassa materiaali vaurioituu jo.
Saavutettavissa olevat moduuliarvot 300 minuutin kuluttua osoittavat huomattavaa kasvua lämpötilan myötä. Tämä ero ei kuitenkaan ole niin merkittävä 200 °C:n (punainen käyrä) ja 210 °C:n (vihreä käyrä) välillä.

Kovettumisen jälkeisen reaktion kineettinen analyysi
Kinetics Neo -ohjelmiston avulla voidaan määrittää kemiallisen reaktion kineettiset parametrit. Se mahdollistaa myös varastointimoduulin ennustamisen mekaanisista ominaisuuksista dynaamisen mekaanisen analyysin (DMA) avulla. Kineettisen analyysin mittaukset suoritetaan eri isotermisissä lämpötiloissa, ja ne esitetään kuvassa 2.
Näiden mittausten avulla Kinetics Neo pystyy määrittämään kovettumisreaktiota kuvaavien vaiheiden lukumäärän. Kullekin vaiheelle ohjelmisto laskee myös kineettiset parametrit eli reaktiotyypin, aktivaatioenergian ja reaktiojärjestyksen.
Kuvassa 3 esitetään eri isotermisissä lämpötiloissa suoritetut mittaukset perusviivan poistamisen jälkeen. Käytetään vaakasuoraa perusviivaa, joka alkaa pisteestä, jonka E' on pienin. Koska mekaaniset mittaukset viittaavat jo yksivaiheiseen reaktioon, kineettiseen analyysiin valitaan malli, jossa on Cn, n:nnen kertaluvun autokatalyysi.
Kuvassa 3 esitetään mitatut käyrät symboleina ja mallin sovitus yhtenäisinä viivoina.
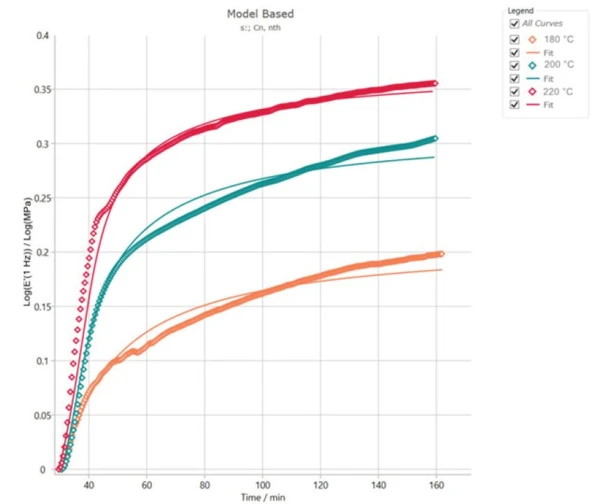
Mallin sopivuus lasketaan kokeessa käytetylle lämpötilalle Kinetics Neo -ohjelmistolla. Taulukossa 2 esitetään laskennassa käytetyt optimaaliset kineettiset parametrit. Mitattujen ja laskettujen käyrien välinen poikkeama osoittaa eroja näytteen valmistuksessa. Korkea määrityskerroin R2 = 0,995 osoittaa kuitenkin, että mallin ja kokeellisten tietojen välillä on vahva yhteisymmärrys.
Taulukko 2: Kineettiset parametrit, jotka on laskettu Kinetics Neo
| Vaihe 1 (yksiköt) | |
| Aktivoitumisenergia | 50.319 (kJ/mol) |
| Log(PreExp) | 2.591 log (s-1) |
| ReactOrder n | 2.591 |
| Log (AutocatPreexp) | 0.01 log (s-1) |
| Contribution | 1 |
Kovettumisen simulointi käyttäjäkohtaisissa olosuhteissa
Määritettyjen kinetiikkaparametrien perusteella Kinetics Neo pystyy laskemaan näytteen käyttäytymisen missä tahansa aika/lämpötila-olosuhteissa, lähellä kokeellisia lämpötiloja.
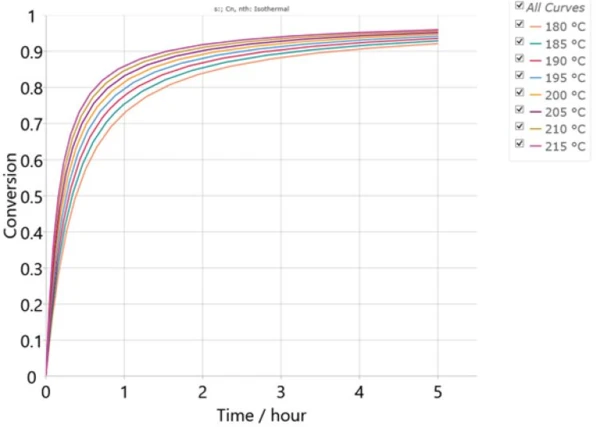
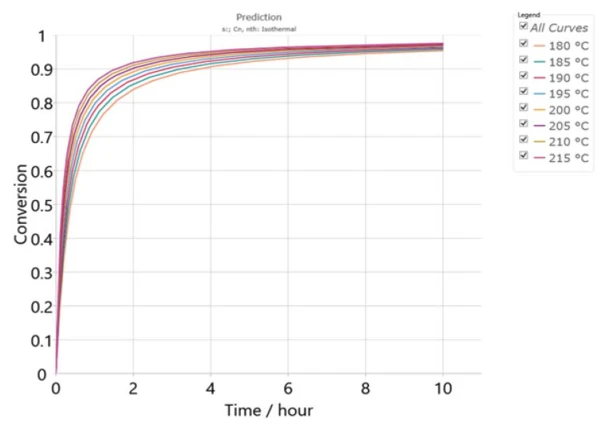
Esimerkkinä kuvissa 4 ja 5 esitetään hartsin kovettumisaste eri isotermisissä lämpötiloissa 180 °C:sta 215 °C:seen 5 tunnin ja 10 tunnin ajan. Kuten odotettua, Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen tapahtuu nopeammin korkeammissa lämpötiloissa.
Täydellisen kovettumisen varmistamiseksi tarvitaan pidempi aika. Esimerkiksi 5 tunnin kuluttua kovettumisaste on 0,940 ja 16 tunnin kuluttua 0,972. Täydellinen Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen voi kestää useita tunteja tai päiviä lämpötilasta riippuen.
Päätelmä
UV-kovetteisen hartsijärjestelmän mekaaniset ominaisuudet lämpökovettumisen jälkeen arvioitiin dynaamisen mekaanisen analyysin (DMA) avulla. Isotermiset mittaukset suoritettiin eri lämpötiloissa: 180 °C, 200 °C, 210 °C ja 220 °C. Tiedot analysoitiin Kinetics Neo -ohjelmistolla, ja kovettumisasteen ennustamiseksi kehitettiin kinetiikkamalli. Mallia voidaan soveltaa mitattujen lämpötilojen ja kestojen lisäksi myös olosuhteisiin, joita ei testattu kokeellisesti. Näin ollen sen avulla voidaan määrittää parametrit, joilla saavutetaan tietty kovettumisaste optimointitavoitteesta riippuen lyhyimmässä ajassa tai alhaisimmassa lämpötilassa. Tämä lähestymistapa vähentää tarvittavien fysikaalisten testien määrää, mikä säästää sekä aikaa että kustannuksia ja nopeuttaa samalla käyttäjien kokonaisprosessia.
Kineettisen analyysin edut
Pienemmät kokeelliset kustannukset
Kinetics Neo ohjelmisto vähentää lukuisten ja kalliiden fyysisten kokeiden tarvetta optimoimalla tarvittavien kokeiden määrän. Näin asiakkaat säästävät sekä aikaa että rahaa ja nopeuttavat samalla kokonaisprosessia.
Kovettumissyklien optimointi
Ohjelmisto auttaa Identify optimaalisen jälkikovettumislämpötilan ja -ajan määrittämisessä parhaan materiaalikonversion saavuttamiseksi. Näin varmistetaan tuotannon tehokkuus ja estetään yli- tai alikovettumisen kaltaiset ongelmat.
Mukauttaminen ja joustavuus
Asiakkaat voivat mukauttaa kovettumisprosessia vastaamaan erityisiä sovellusvaatimuksia, halusivatpa he sitten materiaalien olevan joustavampia tai jäykempiä. Tämä joustavuus varmistaa, että lopputuote vastaa täydellisesti heidän tarpeitaan, mikä vähentää lisäkokeiden tarvetta.