Einleitung
Das vom European Centre for Dispersion Technologies (EZD) entwickelte Harzsystem wurde sorgfältig für den Einsatz in einer Vielzahl von Anwendungen entwickelt, darunter Tinten, Beschichtungen und additive Fertigung. Entscheidend für die Leistungsfähigkeit ist das Verständnis des Aushärtungsverhaltens, das durch kinetische Untersuchungen des Speichermoduls analysiert wird. Die UV-Härtung, bei der Vernetzungsreaktionen kovalente Bindungen erzeugen und dreidimensionale Netzwerke bilden, ist ein wesentliches Merkmal dieses Harzes. Der Speichermodul, ein Maß für die Steifigkeit des Materials während der Aushärtung, liefert wichtige Informationen über die Aushärtungskinetik und hilft, das Verhalten des Harzes unter verschiedenen Bedingungen vorherzusagen.
Durch die Kombination von UV-Härtung und thermischer Nachhärtung erreicht das Harzsystem optimale Materialeigenschaften wie Härte, Elastizität und chemische Beständigkeit. Dieser Ansatz gewährleistet nicht nur eine schnelle und effiziente Aushärtung, sondern verbessert auch die Leistung bei Anwendungen in verschiedenen Industrien wie Druck, Holzverarbeitung, Automobil, Elektronik, Medizintechnik, Optik, Luft- und Raumfahrt und Lebensmittelverpackung. Die kinetische Analyse des Speichermoduls ermöglicht präzise Vorhersagen über das Aushärtungsverhalten des Harzes.
Messbedingungen
Die Proben wurden mittels 3D-Druck beim SKZ-KFE gGmbH hergestellt und mit einem NETZSCH DMA 303 Eplexor® analysiert. Die wichtigsten Messparameter sind in Tabelle 1 zusammengefasst.

Tabelle 1: Messbedingungen der DMA 303 Eplexor®-Messungen
| Probenhalter | 3-Punkt-Biegung, 30 mm flexible Supports |
|---|---|
| Probendicke | ca. 2 mm |
| Probenbreite | ca. 10 mm |
| Max dynamische Kraft | 10 N |
| Dynamische Amplitude | 50 μm |
| Frequenz | 1 Hz |
| Heizrate | 5 K/min |
| Zieltemperatur | 180 °C, 200 °C., 210 °C und 220 °C |
| IsothermUntersuchungen bei geregelter und konstanter Temperatur werden als isotherm bezeichnet.Isotherm-Segment | 5 h, jeweils bei Zieltemperatur |
Messergebnisse und Diskussion
Zur Bestimmung der idealen Aushärtungstemperatur für das neue Harzsystem wurden die Proben mit 5 K/min von Raumtemperatur auf die Zieltemperaturen 180 °C, 200 °C, 210 °C und 220 °C aufgeheizt und nach Erreichen der Temperatur 5 Stunden IsothermUntersuchungen bei geregelter und konstanter Temperatur werden als isotherm bezeichnet.isotherm gehalten, um den möglichen Anstieg des Speichermoduls während der Haltezeit zu analysieren, siehe Abbildung 1.
Es ist zu erkennen, dass mit steigender Aushärtetemperatur (Isothermsegmente) immer höhere Modulwerte erreicht werden können und auch der Anstieg bei höheren Temperaturen schneller erfolgt. Erst bei 220 °C (blaue Kurve) tritt ein negativer Effekt auf. Nach einem anfänglichen Anstieg des Modulwertes beginnt dieser nach ca. 80 Minuten der Gesamtmesszeit abzufallen, ohne die Modulwerte der Aushärtetemperatur bei 210 °C (grüne Kurve) zu übersteigen. Dies ist ein Indikator für die Versprödung des Materials. Somit ist zu vermuten, dass bei 220 °C bereits eine Materialschädigung auftritt.
Die erreichbaren Modulwerte nach 300 Minuten zeigen den deutlichen Anstieg mit der Temperatur. Zwischen 200 °C (rote Kurve) und 210 °C (grüne Kurve) ist dieser Unterschied jedoch nicht so signifikant.

Kinetische Analyse der Nachhärtereaktion
Die Software Kinetics Neo ermöglicht die Bestimmung der kinetischen Parameter einer chemischen Reaktion. Sie ermöglicht auch die Vorhersage des Speichermoduls aus den mechanischen Eigenschaften mit Hilfe der dynamisch-mechanischen Analyse (DMA). Die Messungen für die kinetische Analyse werden bei verschiedenen isothermen Temperaturen durchgeführt und sind in Abbildung 1 dargestellt.
Anhand dieser Messungen kann Kinetics Neo die Anzahl der Stufen bestimmen, die die Aushärtungsreaktion beschreiben. Für jede dieser Stufen berechnet die Software auch die kinetischen Parameter, d.h. Reaktionstyp, Aktivierungsenergie und Reaktionsordnung.
Abbildung 2 zeigt die Messungen, die nach dem Entfernen der Basislinie bei verschiedenen isothermen Temperaturen durchgeführt wurden. Eine horizontale Basislinie wird vom Punkt des minimalen E‘ verwendet. Da die mechanischen Messungen bereits auf eine einstufige Reaktion hindeuten, wird für die kinetische Analyse ein Modell mit Autokatalyse Cn n-ter Ordnung gewählt. Die gemessenen Kurven werden als Symbole und die Modellanpassung als durchgezogene Linien dargestellt.
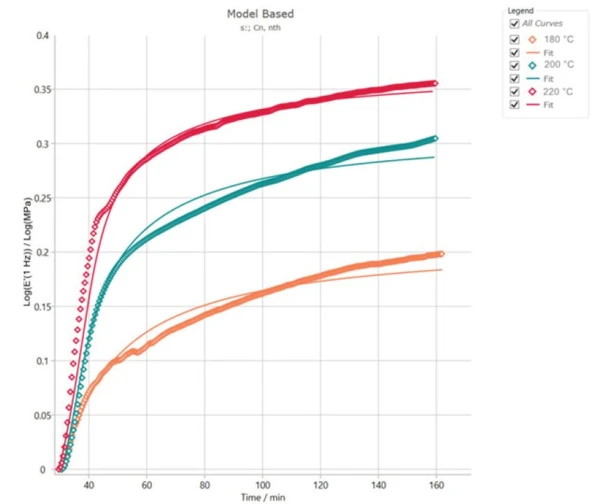
Die Modellanpassung wurde mit der Software Kinetics Neo für die im Experiment verwendete Temperatur berechnet. Tabelle 2 zeigt die optimalen kinetischen Parameter, die für die Berechnung verwendet wurden. Die Abweichung zwischen den gemessenen und berechneten Kurven weist auf die Unterschiede in der Probenvorbereitung hin. Das hohe Bestimmtheitsmaß von R2 = 0,995 belegt jedoch eine gute Übereinstimmung zwischen dem Modell und den experimentellen Daten.
Tabelle 2: Mittels Kinetics Neo berechnete kinetische Parameter
| Stufe 1 (Einheiten) | |
| Aktivierungsenergie | 50,319 (kJ/mol) |
| Log(PreExp) | 2,591 log (s-1) |
| ReactOrder n | 2,591 |
| Log (AutocatPreexp) | 0,01 log (s-1) |
| Beitrag | 1 |
Simulation der Aushärtung unter anwenderspezifischen Bedingungen
Auf der Grundlage der ermittelten kinetischen Parameter kann Kinetics Neo das Verhalten der Probe für beliebige Zeit-Temperatur-Bedingungen in der Nähe der experimentellen Temperaturen berechnen.
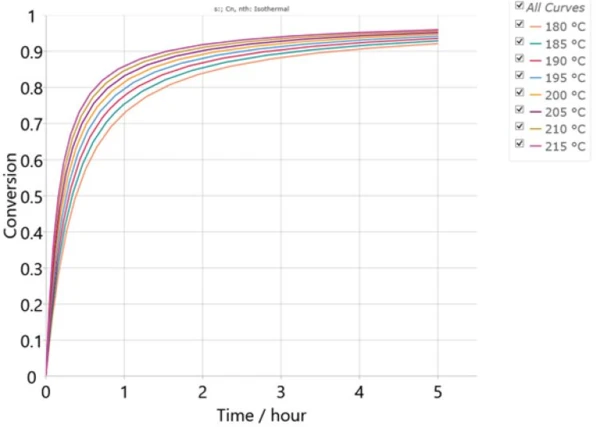
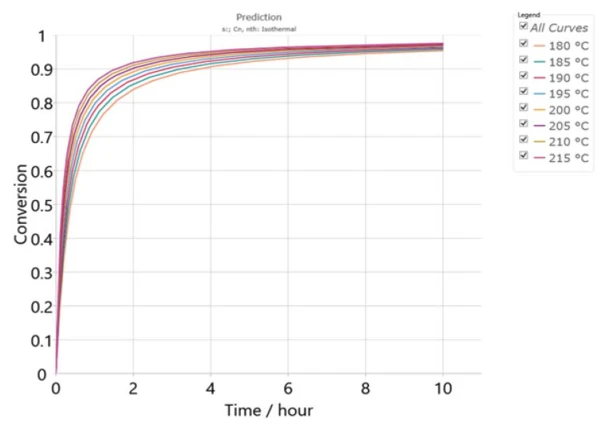
Als Beispiel zeigen die Abbildungen 3 und 4 den AushärtegradMit Aushärtegrad wird der erreichte Umsatzgrad bei einer Vernetzungsreaktion (Aushärtung) beschrieben.Aushärtegrad des Harzes bei verschiedenen isothermen Temperaturen von 180 °C bis 215 °C für 5 Stunden bzw. 10 Stunden. Erwartungsgemäß erfolgt die Aushärtung bei höheren Temperaturen schneller.
Für eine vollständige Aushärtung ist ein längerer Zeitraum erforderlich. Beispielsweise beträgt der Aushärtungsgrad nach 5 Stunden 0,940 und nach mehr als 16 Stunden 0,972. Die vollständige Aushärtung kann je nach Temperatur mehrere Stunden bis Tage dauern.
Zusammenfassung
Die mechanischen Eigenschaften eines UV-gehärteten Harzsystems nach thermischer Härtung wurden mit Hilfe der Dynamisch-Mechanischen Analyse (DMA) bewertet. Isotherme Messungen wurden bei verschiedenen Temperaturen durchgeführt: 180 °C, 200 °C, 210 °C und 220 °C. Die Daten wurden mit der Software Kinetics Neo analysiert und ein kinetisches Modell zur Vorhersage des Härtungsgrades entwickelt. Dieses Modell kann nicht nur auf die gemessenen Temperaturen und Zeiten angewendet werden, sondern auch auf Bedingungen, die nicht experimentell geprüft wurden. Dadurch können Parameter bestimmt werden, die je nach Optimierungsziel einen bestimmten Aushärtungsgrad in der kürzesten Zeit oder bei der niedrigsten Temperatur erreichen. Diese Vorgehensweise reduziert die Anzahl der notwendigen physikalischen Versuche, spart Zeit und Kosten und beschleunigt den gesamten Prozess für Anwender.
Vorteile der kinetischen Analyse
Geringe Versuchskosten
Die Software Kinetics Neo reduziert den Bedarf an zahlreichen und kostspieligen physikalischen Experimenten, indem sie die Anzahl der erforderlichen Tests optimiert. Dies spart den Kunden Zeit und Geld und beschleunigt gleichzeitig den gesamten Prozess.
Optimierung der Aushärtezyklen
Die Software hilft bei der Bestimmung der optimalen Nachhärtetemperatur und -zeit, um die beste Materialumwandlung zu erzielen. Dadurch wird die Produktionseffizienz sichergestellt und Probleme wie zu hohe oder zu niedrige Nachhärtungstemperaturen werden vermieden.
Kundenspezifische Anpassung und Flexibilität
Kunden können den Aushärtungsprozess an spezifische Anwendungsanforderungen anpassen, egal ob die Materialien flexibler oder steifer sein sollen. Diese Flexibilität stellt sicher, dass das Endprodukt perfekt auf die Bedürfnisse des Anwenders abgestimmt ist und reduziert den Bedarf an zusätzlichen Versuchen.