Einleitung
Photopolymere sind lichtempfindliche Materialien, die bei Lichteinwirkung polymerisieren. Dabei werden flüssige Monomere oder Oligomere in feste, funktionale Netzwerke umgewandelt. Aufgrund ihrer schnellen und kontrollierbaren Aushärtung eignen sie sich für Anwendungen in Tinten, Beschichtungen, Klebstoffen und dem 3D-Druck.
Additive Fertigungsverfahren (AM) der nächsten Generation, darunter die Multiphotonen-Lithografie und das Fusion Jetting (FJ), nutzen diese Materialien, um hochauflösende, komplexe Geometrien und Teile aus mehreren Materialien herzustellen [1]. Bei diesen Verfahren wird das Aushärteverhalten von Acrylat-Photopolymeren stark sowohl von der UV-Lichtintensität als auch der Temperatur beeinflusst, was sich erheblich auf die Aushärtegeschwindigkeit und die endgültigen Materialeigenschaften auswirkt. Bei der AM-Verarbeitung erfolgt die Aushärtung des Materials schichtweise mit einer typischen Schichtdicke von etwa 50 bis 100 μm [2, 3].
Ziel dieser Studie ist die Untersuchung der Aushärtekinetik von Diacrylat-Photopolymeren unter verschiedenen isothermen Bedingungen und UV-Lichtintensitäten mithilfe der dielektrischen Analyse Analysis (DEA) und der Kinetics Neo-Software [7] für kinetische Analysen, Vorhersagen und Prozessoptimierungen.
Messbedingungen
Die DEA-Messungen wurden mit der DEA 288 Ionic (Abbildung 1) unter den in Tabelle 1 aufgeführten Messbedingungen durchgeführt. Die erhaltenen DEA-Kurven bildeten die Basis für die kinetische Analyse.
Mehrere Sensoren ermöglichen eine präzise Temperaturmessung und gewährleisten so optimale Leistung und Qualität.

Tabelle 1: Messbedingungen
| Gerät | NETZSCH DEA 288 Ionic |
|---|---|
| Material | Photopolymer-Diacrylate (UV DLP Firm) |
| Isotherme Temperatur/°C | 30, 90 und 150 |
UV-Intensitäten bei 30 °C/mW/cm² | 36, 75, 150 und 300 |
| Bestrahlungszeit/min | 10 |
| Sensor | IDEX |
| Frequenz/Hz | 10 |
Messergebnisse und Diskussion
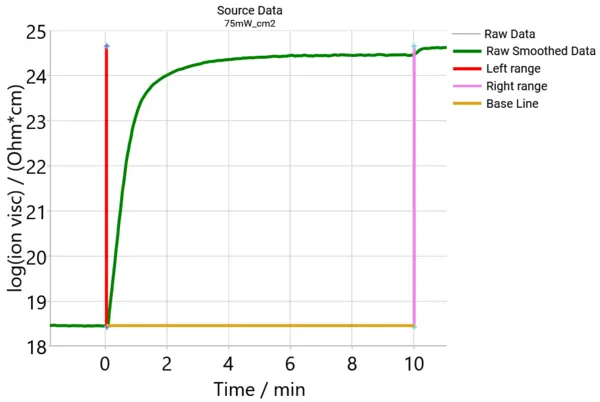
Abbildung 2 zeigt die typische experimentelle Datenkurve bei 150 °C unter UV-Lichtbestrahlung mit einer Intensität von 75 mW/cm². Die horizontale Basislinie wird auf den Datenpunkt am linken Cursor gesetzt, an dem das Licht eingeschaltet wird (entspricht dem Zeitpunkt t = 0). Durch diese Basislinienkorrektur wird der anfängliche Rückgang der Ionenviskosität, der durch deren Temperaturabhängigkeit während des Aufheizens verursacht wird, beseitigt. Der Aushärteprozess führt zu einer zunehmenden Ionenviskosität, die nach Beginn der UV-Lichtbestrahlung beobachtet werden kann.
In Abbildung 3 sind die experimentell gemessenen Daten bei einer UV-Intensität von 75 mW/cm² und unterschiedlichen Temperaturen dargestellt. Da die Ionenviskosität temperaturabhängig ist, sind die experimentellen Endwerte bei verschiedenen Temperaturen unterschiedlich. Bei einer UV-Intensität von 75 mW/cm² ist die Aushärtung bei den gewählten isothermen Temperaturen von 30, 90 und 150 °C nach acht Minuten noch nicht vollständig abgeschlossen, die Ionenviskosität steigt weiterhin leicht an.
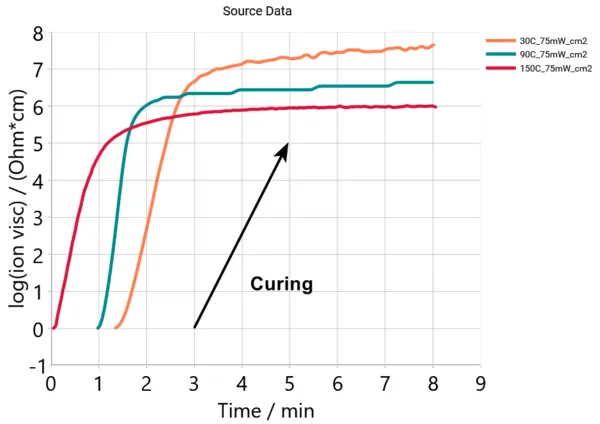
Die Messung bei der niedrigsten Temperatur von 30 °C zeigt einen langsameren Anstieg der Ionen- viskositätskurve als bei 90 °C, da sich die Aushärterate mit sinkender Temperatur verringert. Die Reaktion bei 150 °C ist etwas langsamer als bei 90 °C, denn die radikale Polymerisierung bei höheren Temperaturen wird von der intensiveren Terminierungsreaktion beeinflusst. Dies bedeutet, dass die Aushärtereaktion sowohl von der Intensität des UV-Lichts als auch von der Temperatur abhängt. Unser Ziel ist es, ein kinetisches Modell zu erstellen, das beide Faktoren berücksichtigt.
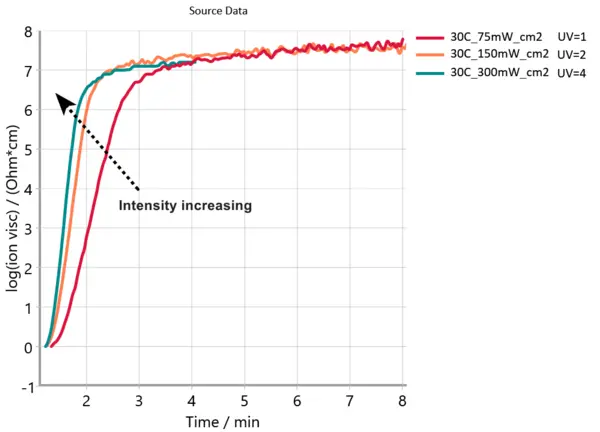
Abbildung 4 zeigt die DEA-Messungen bei einer Temperatur von 30 °C für UV-Intensitäten von 75, 150 und 300 mW/cm². Die Ionenviskosität steigt vom Minimalwert an, was den Beginn der Aushärtung anzeigt. Bei allen Versuchskurven nimmt die Ionenviskosität auch nach vier Minuten noch leicht zu. Die schnellste Aushärtung tritt bei der höchsten UV-Lichtintensität von 300 mW/cm² auf, die langsamste bei der niedrigsten UV-Lichtintensität von 75 mW/cm².
Kinetische Analyse
Mithilfe der Software Kinetics Neo wird ein einheitliches Modell für unterschiedliche Temperaturen und Intensitäten von UV-Licht erstellt.
Umsatzgrad
Der Umsatzgrad α wird von der Software aus der DEA-Messung berechnet und liegt im Bereich von 0 bis 1. In der thermischen Analyse wird für isotherme Messungen die Umwandlung operativ als das Verhältnis des zum Zeitpunkt t beobachteten thermoanalytischen Effekts zum gesamten thermoanalytischen Effekt definiert. Für DEA lautet die Definition der thermoanalytischen Umwandlung wie folgt:
ν0 ist die anfängliche Ionenviskosität zum Zeitpunkt des Einschaltens des UV-Lichts
νfinal ist die finale Ionenviskosität des ausgehärteten Materials
ν(t) ist die aktuelle Ionenviskosität zum Zeipunkt t
Die Reaktionsrate hängt von der Temperatur T, der UV-Intensität und dem Reaktionstyp f(α) ab:
Für ein kombiniertes autokatalytisches Reaktionsmodell n-ter Ordnung kann f(α) beschrieben werden als

wobei Kcat den Prä-Exponenten für die autokatalytische Reaktion darstellt und n und m die Reaktionsordnungen der Reaktion n-ter Ordnung bzw. der Autokatalysereaktion sind.
Der Einfluss der UV-Intensität auf die Reaktionsrate
Der Einfluss der UV-Intensität auf die Reaktionskinetik wurde anhand einer Potenzgesetzabhängigkeit der Geschwindigkeitskonstante von der Lichtintensität bewertet [4, 5]. Die Geschwindigkeitskonstante k kann wie folgt ausgedrückt werden (Gleichung 4):
wobei k0(T) die temperaturabhängige kinetische Konstante ist, I/I0 die relative UV-Intensität, bei der eine relative Intensität 1 in diesem Fal I0 =75 mW/cm2 entspricht und nUV ist ein Anpassungsparameter, der die Empfindlichkeit der Reaktionsrate auf die UV-Intensität widerspiegelt.
Abbildung 5 veranschaulicht die Auswirkungen von Temperatur und UV-Intensität auf das Aushärteverhalten von Photopolymer-Diacrylaten, das mittels DEA (dielektrische Analyse) gemessen wurde. Ein allgemeines kinetisches Modell wurde mithilfe der Software „Kinetics Neo” erstellt. Die rautenförmigen Symbole stehen für experimentelle Daten und die durchgezogenen Linien entsprechen den angepassten Kurven. In der Abbildung entspricht UV = 1 einem Wert von 75 mW/cm². Die kinetischen Parameter sind in Tabelle 2 gelistet.
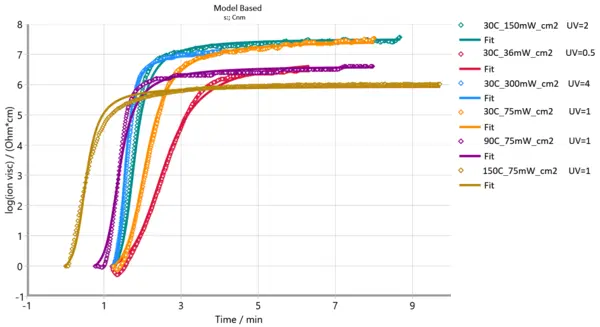
Tabelle 2: Kinetische Parameter von Photopolymer-Acrylaten auf Basis von DEA-Messungen
| Reaktionsstufe | A → B |
|---|---|
| Reaktionstyp | Cnm |
| Aktivierungsenergie [kJ/mol] | 5,174 |
| Log (Präexponentialfaktor) [Log (1/s)] | -1,793 |
| Reaktionsordnung | 1,724 |
| Log (Autocat Präexponentialfaltor [Log(1/s)] | 1,6629 |
| AutcatPower mf | 1,136 |
| nUV-Licht | 0,619 |
| I0[mW/cm²] | 75 |
| Bestimmungskoeffizient (R²) | 0,996 |
Cnm: Reaktion n-ter Ordnung mit m-Power-Autokatalyse
Isotherme Vorhersagen
Abbildungen 6 (a) und 6 (b) zeigen den vorhergesagten Umsatzgrad von Diacrylat-Photopolymeren unter isothermen Bedingungen (20 bis 120 °C) bei Lichtintensitäten von 20 mW/cm² und 100 mW/cm².
Bei einer UV-Intensität von 100 mW/cm² liegt der finale Umsatzgrad nach fünf Minuten zwischen 0,98 und 0,99; bei einer UV-Intensität von 20 mW/cm² hingegen sinkt die endgültige Umwandung nach fünf Minuten auf Werte zwischen 0,88 und 0,96.
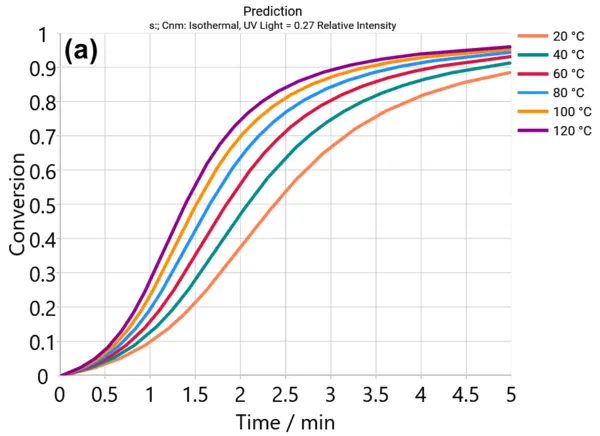
(a) Intensität von 20 mW/cm²
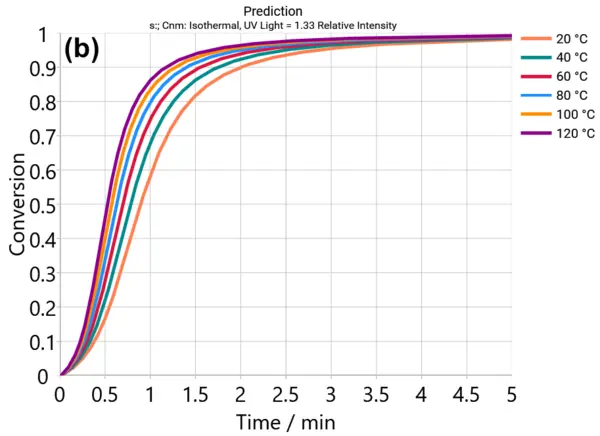
(b) Intensität von 100 mW/cm²).
Mehrstufige Vorhersage (Sequenz der dynamischen und isothermen Segmente)
Abbildung 7 zeigt die mehrstufige Vorhersage des Umsatzgrads für das Diacrylat-Photopolymer bei einer Intensität von 20 mW/cm² unter mehrstufigen Bedingungen (dynamische und isotherme Segmente). Mit diesem in Tabelle 3 aufgeführte Temperaturprogramm kann der Prozess so optimiert werden, dass der gewünschte Umsatzgrad effizienter erzielt wird.
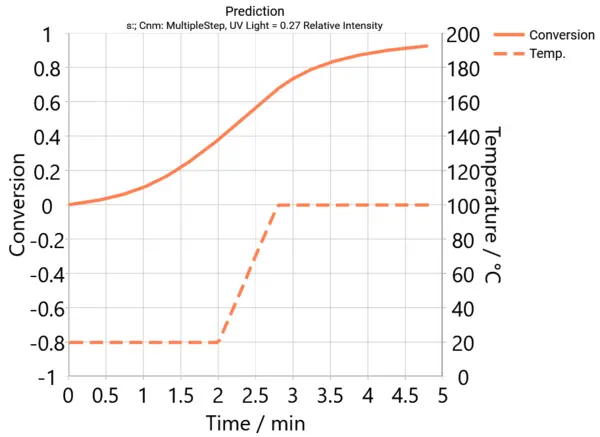
Tabelle 3: Mehrstufige Vorhersagen
| Start T/°C | Ende T/°C | H.R./K/min | Zeit/min |
|---|---|---|---|
| 20 | 20 | 0 | 2 |
| 20 | 100 | 100 | 0,8 |
| 100 | 100 | 0 | 2 |
Fazit
Die dielektrische Analyse (DEA) ist ein effektives Werkzeug zur Echtzeitüberwachung des Aushärtehaltens. Sie kann sowohl im Labor als auch direkt in der Produktionslinie eingesetzt werden. In Kombination mit der Software „Kinetics Neo” haben sich DEA-Messungen als effektives Mittel zur Bestimmung kinetischer Parameter erwiesen, die abhängig von Temperatur und UV-Intensität sind. Mithilfe dieser Kombination ist auch die Vorhersage des Umsatzgrads bei verschiedenen Temperaturen, Heizraten und UV-Lichtintensitäten möglich. Zudem können Prozessoptimierungssimulationen durchgeführt werden.
Vorteile der kinetischen Analyse und Thermal Simulation
Optimierte Aushärtung und Qualitätskontrolle: Vorhersage und Erzielung des gewünschten Umsatzgrads, wodurch konsistente Materialeigenschaften gewährleistet und Defekte im 3D-Druck oder beschichteten Produkten reduziert werden.
Schnellere Entwicklung und Prozesseffizienz: Verwendung kinetischer Modelle und Simulationen zur Verkürzung von Trail-and-Error-Experimenten, wodurch die Forschung & Entwicklung sowie die Produktionsvorbereitung für neue Photopolymer-Formulierungen oder AM-Prozesse beschleunigt werden.

Application Note: Teil 2
Erfahren Sie mehr zu: Thermische Simulation und Hotspot-Identifizierung in Photopolymerschichten mit der Software Termica Neo in Teil 2