Introduktion
Fotopolymerer er lysfølsomme materialer, der polymeriserer, når de udsættes for lys, og omdanner flydende monomerer eller oligomerer til faste, funktionelle netværk. Deres hurtige og kontrollerbare hærdningsproces gør dem velegnede til anvendelser som blæk, belægninger, klæbemidler og 3D-print.
Næste generation af additive fremstillingsprocesser (AM), herunder multifotonlithografi og fusion jetting (FJ), udnytter disse materialer til at producere komplekse geometrier med høj opløsning og dele af flere materialer [1]. I disse processer er hærdningsadfærden for akrylatfotopolymerer stærkt påvirket af både UV-lysintensitet og temperatur, hvilket i høj grad påvirker hærdningshastigheden og de endelige materialeegenskaber. I AM-processer hærdes materialet lag for lag med typiske lagtykkelser på omkring 50 til 100 μm [2,3].
Formålet med dette studie er at undersøge hærdningskinetikken for fotopolymerdiacrylater under forskellige isotermiske forhold og UV-lysintensiteter ved hjælp af dielektrisk analyse (DEA) og softwaren [7] til kinetisk analyse Kinetics Neo software [7] til kinetisk analyse, forudsigelse og procesoptimering.
Målebetingelser
DEA-målinger blev udført ved hjælp af DEA 288 Ionic (figur 1) under de målebetingelser, der er anført i tabel 1. De opnåede DEA-kurver er grundlaget for den kinetiske analyse.
Flere sensorer giver mulighed for præcis måling af temperatur, hvilket sikrer optimal ydeevne og kvalitet.

Tabel 1: Målebetingelser
| Instrument | NETZSCH DEA 288 Ionic |
|---|---|
| Materiale | Fotopolymer diacrylater (UV DLP-firma) |
| IsotermiskTest ved kontrolleret og konstant temperatur kaldes isotermiske.Isotermisk temperatur/°C | 30, 90 og 150 |
UV-intensiteter ved 30°C/mW/cm² | 36, 75, 150 og 300 |
| Bestrålingstid/min | 10 |
| Sensor | IDEX-sensor |
| Frekvens/Hz | 10 |
Måleresultater og diskussion
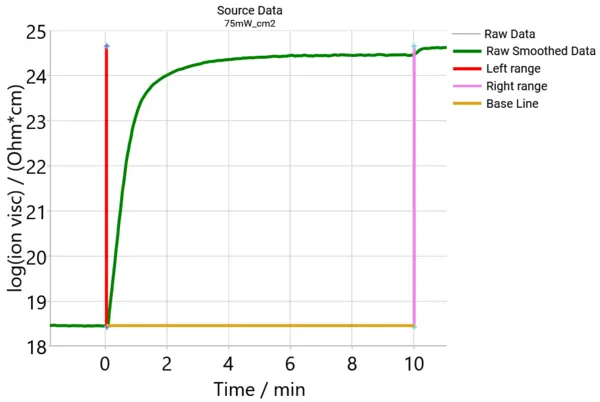
Figur 2 viser den typiske eksperimentelle datakurve ved 150 °C under eksponering for UV-lys med en intensitet på 75 mW/cm2. Den vandrette basislinje er sat til datapunktet ved den venstre markør, hvor lyset er tændt. Det indledende fald i ionviskositeten, som skyldes ionviskositetens temperaturafhængighed under opvarmning, blev fjernet med denne basislinjekorrektion. Tidspunktet t=0 er her placeret ved det punkt, hvor lyset tændes. Hærdningsprocessen fører til en stigende Ion-viskositetIonviskositet er den reciprokke værdi af ionledningsevnen, som beregnes ud fra den dielektriske tabsfaktor.ionviskositet, som ses efter start af UV-lyseksponeringen.
Figur 3 viser de eksperimentelle måledata ved den samme UV-intensitet på 75 mW/cm2, men ved forskellige temperaturer. Ionviskositeten er temperaturafhængig, og det er årsagen til de forskellige endelige eksperimentelle værdier ved forskellige temperaturer. Ved en UV-intensitet på 75 mW/cm² er hærdningen ikke helt afsluttet efter 8 minutter ved isotermiske temperaturer på 30 °C, 90 °C og 150 °C, da ionviskositeten fortsat udviser en lille stigning.
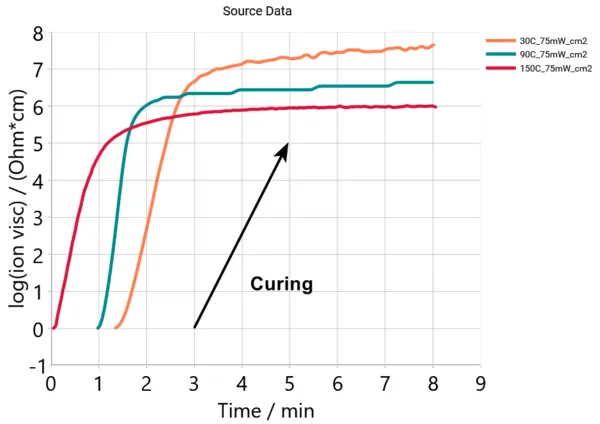
Målingen ved den laveste temperatur på 30 °C viser en langsommere stigning i ionviskositetskurven end ved 90 °C, fordi hærdningshastigheden falder, når temperaturen falder. Reaktionen ved 150 °C er lidt langsommere end ved 90 °C, fordi afslutningstrinnet i den radikale polymerisation bliver hurtigere end polymerisationstrinnet ved høj temperatur. Vores mål er at skabe en kinetisk model, der afhænger af både temperaturen og intensiteten af UV-lyset.
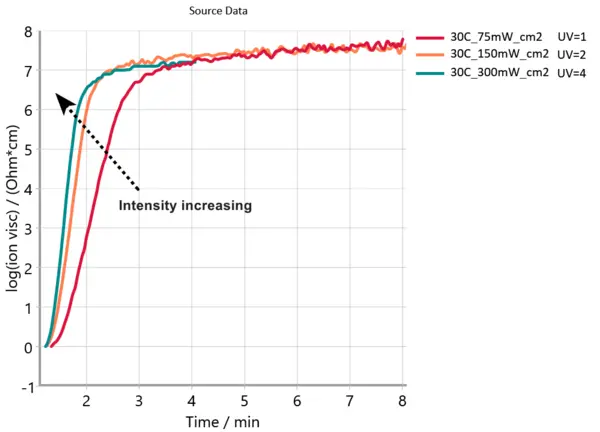
Figur 4 viser et sæt DEA-målinger ved den samme temperatur på 30 °C for UV-intensiteter på 75, 150 og 300 mW/cm2. Ionviskositeten stiger fra den mindste Ion-viskositetIonviskositet er den reciprokke værdi af ionledningsevnen, som beregnes ud fra den dielektriske tabsfaktor.ionviskositet, hvilket indikerer, at hærdningen er begyndt. For alle eksperimentelle kurver udviser ionviskositeten fortsat en lille stigning efter fire minutter. Denne figur viser den hurtigste Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning ved den højeste intensitet af UV-lys på 300 mW/cm2, mens den laveste intensitet af UV-lys på 75 mW/cm2 svarer til den langsomste hærdningshastighed.
Kinetisk analyse
Kinetics Neo software bruges til at skabe en samlet model for forskellige temperaturer og intensiteter af UV-lys.
Grad af omdannelse
Omdannelsesgraden, α, beregnes af Kinetics Neo -softwaren ud fra DEA-målingen, hvor α går fra 0 til 1. I termisk analyse for isotermiske målinger defineres omdannelsen operationelt som den termoanalytiske effekt, der observeres på tidspunktet t, divideret med den samlede termoanalytiske effekt. For DEA er definitionen af termoanalytisk konvertering som følger:
ν0 er den indledende ionviskositet på det tidspunkt, hvor UV-lyset tændes
νfinal er den endelige ionviskositet for det hærdede materiale
ν(t) er den aktuelle ionviskositet på det tidspunkt, t
Reaktionshastigheden afhænger af temperaturen, T, UV-intensiteten, I, og reaktionstypen, f(α):
Kombineret niende ordens og autokatalytisk reaktionsmodel

hvor vægtfaktoren, Kcat, repræsenterer præeksponenten for den autokatalytiske reaktion, og n og m er reaktionsordenen for henholdsvis n 'te ordens reaktion og den autokatalytiske reaktion [6].
Effekt af UV-intensitet på reaktionshastigheden
UV-intensitetens indflydelse på reaktionskinetikken blev evalueret ved hjælp af en power-law-afhængighed af hastighedskonstanten af lysintensiteten [4,5]. Hastighedskonstanten, k, kan udtrykkes som (ligning 4):
hvor k0(T) er den temperaturafhængige kinetiske konstant, I/I0 er den relative UV-intensitet, hvor en relativ intensitet på 1 i dette tilfælde svarer til I0 = 75 mW/cm2, og nUV er en tilpasningsparameter, der afspejler reaktionshastighedens følsomhed over for UV-intensitet.
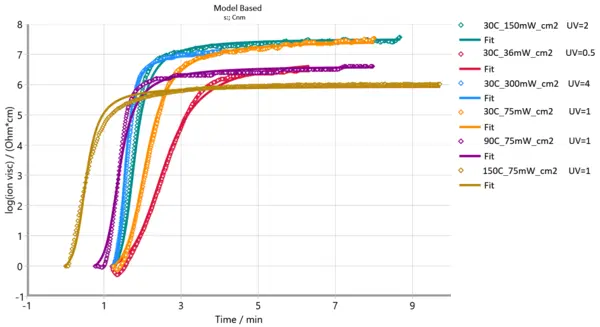
Figur 5 illustrerer virkningerne af temperatur og UV-intensitet på hærdningsadfærden for fotopolymerdiacrylater, målt ved DEA (dielektrisk analyse). Der blev oprettet en fælles kinetisk model ved hjælp af Kinetics Neo software. Rombe-symbolerne repræsenterer de eksperimentelle data, og de fuldt optrukne linjer svarer til de tilpassede kurver. I figuren svarer UV = 1 til 75 mW/cm². De kinetiske parametre er beskrevet i tabel 2.
Tabel 2: Kinetiske parametre for fotopolymeracrylater baseret på DEA-målinger
| Reaktionstrin | A → B |
|---|---|
| Reaktionstype | Cnm |
| Aktiveringsenergi [kJ/mol] | 5.174 |
| Log (præeksponentiel faktor) [Log (1/s)] | -1.793 |
| Reaktionsorden | 1.724 |
| Log (Autocat præeksponentiel faktor [Log(1/s)]) | 1.629 |
| AutcatPower mf | 1.136 |
| nUV Light | 0.619 |
| I0[mW/cm²] | 75 |
| Bestemmelseskoefficient (R²) | 0.996 |
Cnm: Reaktion af n 'te orden med m-power autokatalyse
Den kinetiske model kan nu anvendes til at forudsige resultater som en funktion af tid, temperatur og relativ intensitet.
Figur 6 (a) og 6 (b) viser den forventede omdannelsesgrad af diacrylatfotopolymerer under isotermiske forhold (20 til 120 °C) ved lysintensiteter på 20 mW/cm² og 100 mW/cm².
Ved en UV-intensitet på 100 mW/cm² varierer den endelige omdannelsesgrad efter 5 minutter fra 0,98 til 0,99. I modsætning hertil falder den endelige omdannelse efter 5 minutter ved en UV-intensitet på 20 mW/cm² og når værdier mellem 0,88 og 0,96.
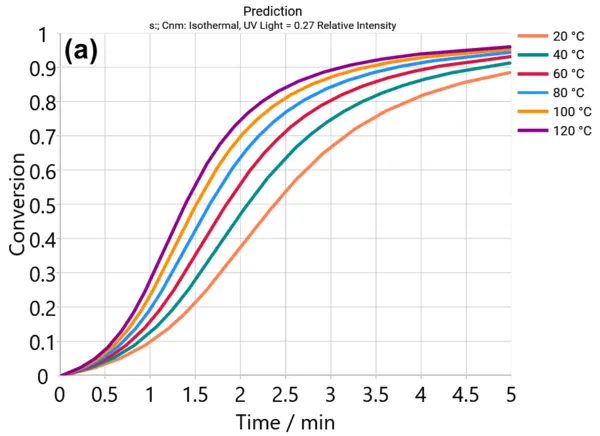
(a) intensitet (20 mW/cm²)
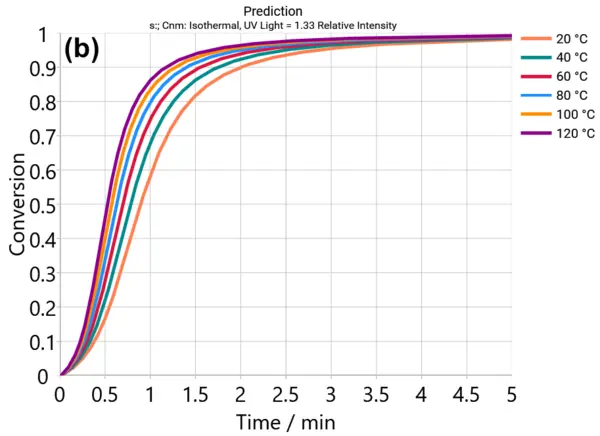
(b) intensitet (100 mW/cm²).
Forudsigelse i flere trin (sekvens af dynamiske og isotermiske segmenter)
Figur 7 viser trinforudsigelsen af omdannelsesgraden for diacrylatfotopolymerer ved en intensitet på 20 mW/cm² under flertrinsbetingelser (dynamiske og isotermiske segmenter). Ved hjælp af dette temperaturprogram, der er skitseret i tabel 3, kan processen optimeres for at opnå den ønskede omdannelsesgrad mere effektivt.
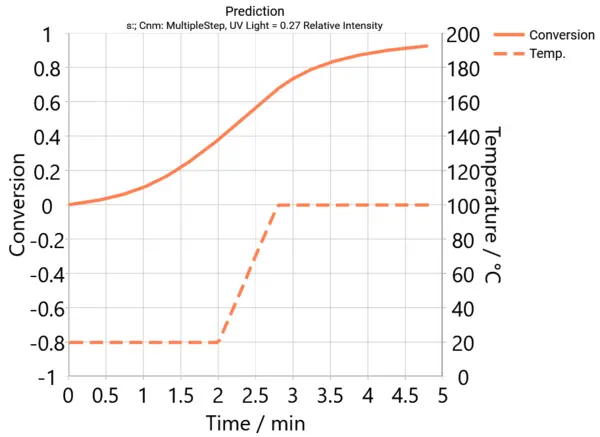
Tabel 3: Forudsigelser i flere trin
| Start T/°C | Slut T/°C | H.R./K/min | Tid/min |
|---|---|---|---|
| 20 | 20 | 0 | 2 |
| 20 | 100 | 100 | 0.8 |
| 100 | 100 | 0 | 2 |
Konklusion
Dielektrisk analyse (DEA) er et effektivt værktøj til overvågning af UV-fotopolymerer. Det kan ikke kun bruges i laboratoriet, men også direkte på produktionslinjen. Når det kombineres med Kinetics Neo software har DEA-målinger vist sig effektivt at kunne bestemme kinetiske parametre, som er en funktion af både temperatur og UV-intensitet. Termica Neo-softwaren tilføjer betydelig værdi ved at simulere den termiske opførsel af fotopolymerlag, forudsige temperaturudviklingen, identificere potentielle hotspots og muliggøre optimering af lagtykkelse og hærdningsbetingelser.
Fordele ved kinetisk analyse og termisk simulering
Optimeret Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning og kvalitetskontrol: Forudsig og opnå den ønskede hærdningsgrad, hvilket sikrer ensartede materialeegenskaber og reducerer fejl i 3D-printede eller coatede produkter.
Hurtigere udvikling og proceseffektivitet: Brug kinetiske modeller og simuleringer til at forkorte trial-and-error-eksperimenter, hvilket fremskynder R&D og produktionsopsætning for nye fotopolymerformuleringer eller AM-processer.

Applikationsnote: Del 2
Find ud af mere om: Termisk simulering og identifikation af hotspots i fotopolymerlag ved hjælp af Termica Neo Software i del 2 af vores Application Note