はじめに
フォトポリマーは、光を照射すると重合し、液体のモノマーやオリゴマーを固体の機能的なネットワークに変化させる感光性材料である。その迅速かつ制御可能な硬化プロセスにより、インク、コーティング、接着剤、3Dプリンティングなどの用途に適している。
多光子リソグラフィやフュージョン・ジェッティング(FJ)を含む次世代の積層造形(AM)プロセスは、これらの材料を利用して、高解像度の複雑な形状や多材料部品を製造する[1]。これらのプロセスにおいて、アクリレート系フォトポリマーの硬化挙動は、紫外線の強度と温度の両方に強く影響され、硬化速度と最終的な材料特性に大きく影響する。AMプロセスでは、材料の硬化は層ごとに行われ、一般的な層厚は50~100μm程度である[2,3]。
本研究の目的は、誘電分析(DEA)を用いて、等温条件とUV光強度を変えた場合のフォトポリマー・ジアクリレートの硬化速度を調べることである。 Kinetics Neoソフトウェア[7]を用いた速度論的解析、予測、およびプロセスの最適化である。
測定条件
DEA測定は、DEA 288 Ionic (図1)を用い、表1に示す測定条件で行った。得られたDEA曲線は、速度論的解析の基礎となる。
複数のセンサーで温度を正確に測定できるため、最適な性能と品質を確保できる。

表1:測定条件
| 装置 | NETZSCH DEA 288 Ionic |
|---|---|
| 材料 | フォトポリマー・ジアクリレート (UV DLPファーム) |
| 等温温度/°C | 30、90、150 |
UV強度 30℃/mW/cm²時 | 36、75、150および300 |
| 照射時間/分 | 10 |
| センサー | IDEXセンサー |
| 周波数/Hz | 10 |
測定結果と考察
図2は、強度75mW/cm2のUV光照射下、150℃における一般的な実験データ曲線を示している。水平方向のベースラインは、光が照射された左カーソルのデータ点に設定されている。加熱中のイオン粘度の温度依存性に起因するイオン粘度の初期低下は、このベースライン補正によって除去された。時間t=0は、ここでは光がオンになった時点に置かれている。硬化プロセスは、UV光照射開始後に見られるイオン粘度の増加をもたらします。
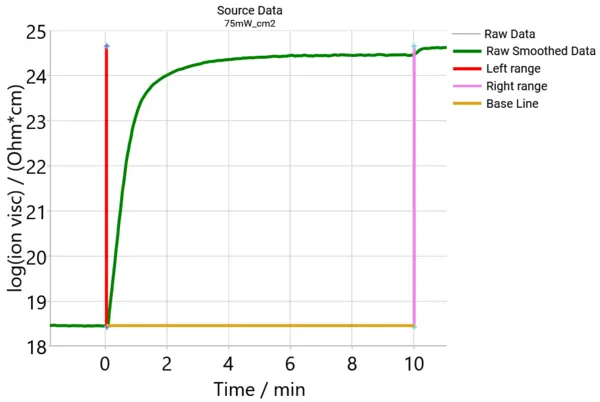
図3は、同じUV強度75 mW/cm2、異なる温度での実験測定データである。イオン粘度は温度依存性があり、これが異なる温度で最終的な実験値が異なる理由です。75mW/cm2のUV強度では、30℃、90℃、150℃の等温で8分経過しても、イオン粘度がわずかに上昇し続けるため、硬化は完全には完了しません。
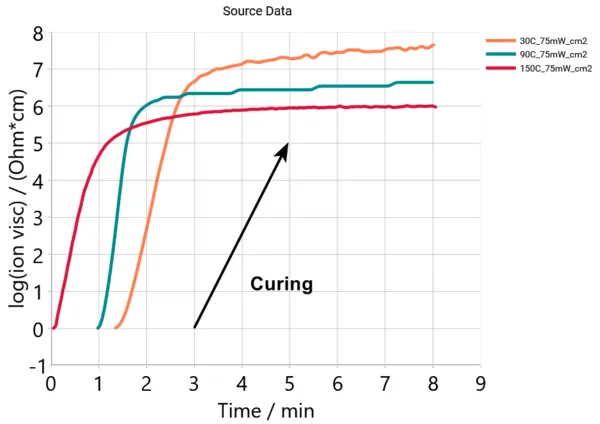
最低温度である30℃での測定では、温度が下がるにつれて硬化速度が低下するため、イオン粘度曲線の上昇は90℃の場合よりも緩やかである。150℃での反応は、90℃の場合よりも少し遅い。これは、高温では、ラジカル重合の終結ステップが重合ステップよりも速くなるためである。我々の目標は、温度と紫外線強度の両方に依存する速度論モデルを作成することである。
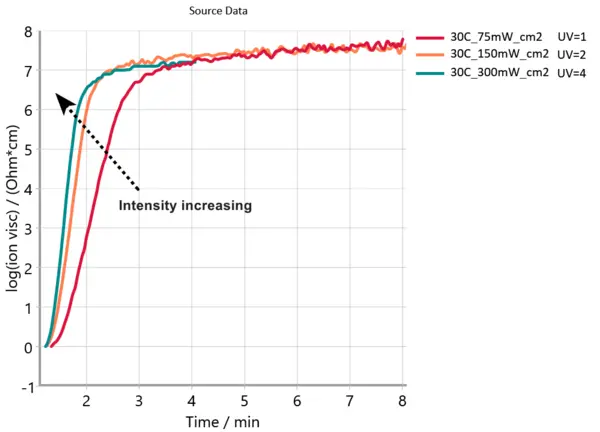
図4は、同じ温度30℃で、UV強度75、150、300mW/cm2に対するDEA測定のセットを示している。イオン粘度は、最小イオン粘度から上昇し、硬化が始まったことを示しています。すべての実験曲線において、イオン粘度は4分後にわずかな増加を示している。この図は、UV光の強度が最も高い300 mW/cm2で最も速く硬化することを示しており、UV光の強度が最も遅い75mW/cm2は最も遅い硬化速度に相当する。
運動学的分析
Kinetics Neo ソフトウェアを使用して、異なる温度と強度のUV光に対する統一モデルを作成する。
転化度
変換度αは、DEA測定からKinetics Neo ソフトウェアによって計算される。αは0から1の範囲である。等温測定の熱分析では、変換度は時間tで観察された熱分析効果を全熱分析効果で割ったものとして操作上定義される。DEAの場合、熱分析変換の定義は以下のようになる:
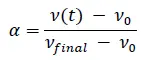
ν0は、UV 光が照射された時点の初期イオン粘度
νfinalは、硬化物の最終イオン粘度
ν(t)は、時点の現在のイオン粘度、t
反応速度は、温度T、UV強度I、反応タイプf(α)に依存する:
n次反応と自己触媒反応を組み合わせたモデル

ここで、重み係数Kcatは自己触媒反応の前指数を表し、nとmはそれぞれn次反応と自己触媒反応の反応次数である[6]。
反応速度に対する紫外線強度の影響
反応速度に対する紫外線強度の影響は、反応速度定数の光強度に対するべき乗依存性を用いて評価した[4,5]。反応速度定数kは(式4)で表される:
ここで、k0(T)は温度に依存する速度論定数、I/I0は相対UV強度であり、相対強度1はこの場合I0=75 mW/cm2に対応する、nUVはUV強度に対する反応速度の感度を反映するフィッティングパラメーターである。
図5は、DEA(誘電分析)によって測定した、フォトポリマー・ジアクリレートの硬化挙動に対する温度とUV強度の影響を示している。一般的な速度論モデルは Kinetics Neoソフトウェアを用いて作成した。ひし形の記号は実験データを表し、実線はフィッティングされた曲線に対応する。図中、UV=1は75mW/cm²に相当する。動力学パラメータの詳細は表2に示す。
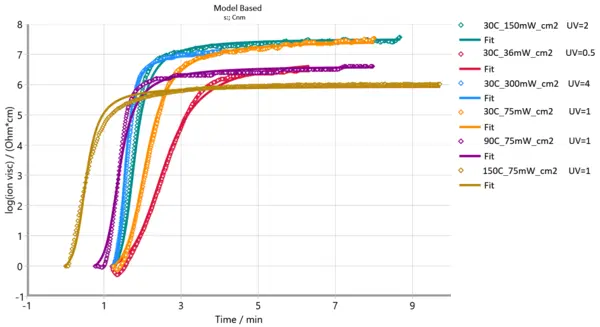
表2:DEA測定に基づくフォトポリマーアクリレートの速度論的パラメーター
| 反応ステップ | A → B |
|---|---|
| 反応タイプ | Cnm |
| 活性化エネルギー [kJ/mol] | 5.174 |
| 対数(前指数) [Log (1/s)] 1.793 | -1.793 |
| 反応次数 | 1.724 |
| 対数(オートキャット前指数[対数(1/s) | 1.629 |
| オートカットパワーmf | 1.136 |
| nUVライト | 0.619 |
| I0[mW/cm²] | 75 |
| 決定係数 (R²) | 0.996 |
Cnm:mパワー自己触媒によるn次反応
次に、この速度論モデルを適用して、時間、温度、相対強度の関数として結果を予測することができる。
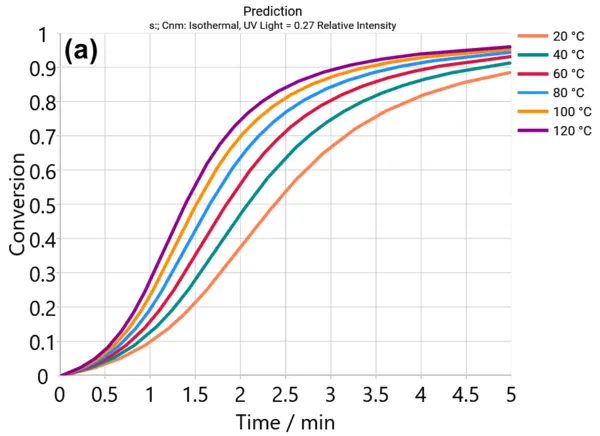
図6(a)および図6(b)は、等温条件下(20~120℃)、光強度20 mW/cm²および100 mW/cm²におけるジアクリレート系フォトポリマーの予測転化度を示しています。
100mW/cm²のUV強度では、5分後の最終転化度は0.98から0.99の範囲であった。対照的に、UV強度20 mW/cm²では、5分後の最終転化度は低下し、0.88から0.96の間の値に達する。
(a) 強度(20 mW/cm²)
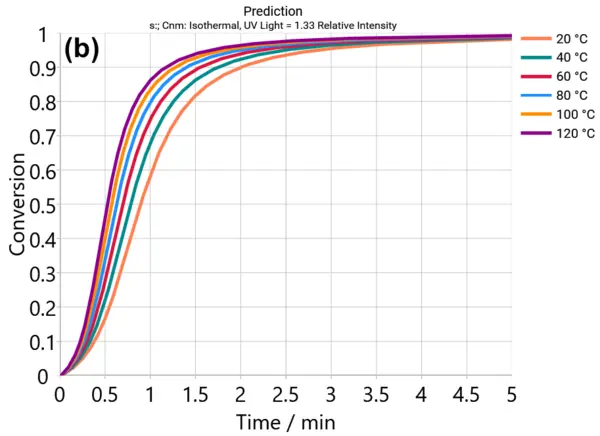
(b) 強度(100 mW/cm²)。
多段階予測(動的および等温セグメントのシーケンス)
図7は、多段階条件下(動的および等温セグメント)で、強度20 mW/cm²のジアクリレートフォトポリマーの転化度の段階予測を示しています。表3に概説したこの温度プログラムを使用すると、所望の転化度をより効率的に達成するためにプロセスを最適化することができます。
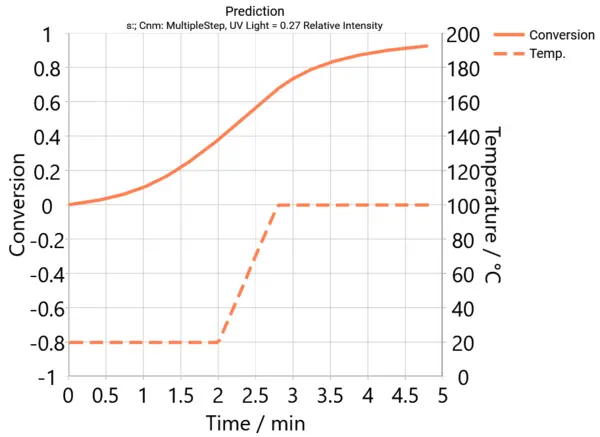
表3:マルチステップ予測
| 開始T/°C | 終了T/°C | H.R./K/分 | 時間/分 |
|---|---|---|---|
| 20 | 20 | 0 | 2 |
| 20 | 100 | 100 | 0.8 |
| 100 | 100 | 0 | 2 |
結論
誘電分析(DEA)は、UVフォトポリマーをモニターするための効果的なツールです。実験室だけでなく、生産ラインでも直接使用できる。ソフトウェアと組み合わせることで Kinetics Neoソフトウェアと組み合わせることで、DEA測定は、温度とUV強度の両方の関数である速度論的パラメーターを効果的に決定できることが証明されています。Termica Neoソフトウェアは、フォトポリマー層の熱挙動をシミュレートし、温度変化を予測し、潜在的なホットスポットを特定し、層厚と硬化条件を最適化することで、大きな付加価値をもたらします。
動力学解析と熱シミュレーションの利点
最適化された硬化と品質管理:硬化度を予測・達成することで、一貫した材料特性を確保し、3Dプリントやコーティング製品の欠陥を低減します。
開発の迅速化とプロセスの効率化:動力学モデルとシミュレーションを使用して、試行錯誤の実験を短縮し、新しいフォトポリマー配合やAMプロセスの研究開発と生産セットアップをスピードアップします。

アプリケーションノート:パート2
の詳細をご覧ください:Termica Neo ソフトウェアを使用したフォトポリマー層の熱シミュレーションとホットスポットの特定について、アプリケーションノートのパート2をご覧ください。