はじめに
示差走査熱量測定(DSC)は、最も頻繁に用いられる熱分析手法であり、温度・時間のプログラムを制御しながら、試料容器と参照容器間の熱流束の差を測定することで、試料の吸熱(吸熱性)および発熱(発熱性)現象(例: ガラス転移、融解、結晶化など)に関する情報を提供する。操作が簡便で、small な試料質量、迅速な測定が可能であるという利点から、高分子分野で広く利用されている。 ほとんどの熱可塑性ポリマーにおいて、加熱・冷却・再加熱プログラムが最も一般的に用いられる温度プログラムである。しかし、第1回および第2回の加熱曲線は通常かなり異なるため、「第1回の加熱と第2回の加熱のどちらを重視すべきか」という疑問が生じる。
溶融と結晶化は、熱可塑性材料において最も一般的な現象です。 融解と結晶化を例にとると、一般的に、第1加熱曲線は材料の元の結晶化度(熱履歴に依存)を反映し、冷却曲線は結晶化挙動を示し、第2加熱曲線は、事前に制御され再現性のある冷却が行われた結果、常に同じ熱履歴を持つ材料の熱的特性を反映します。 異なる曲線は、異なる状態における試料の挙動を示しているため、いずれも有用です。どの曲線を重視すべきかは、試験の目的や必要な情報によって異なります。本アプリケーションノートでは、3つの応用例を用いてこの問題について解説します。
1. PA6製部品の中には、組み立て中にひび割れが生じたもの(NOK)もあれば、生じなかったもの(OK)もあった。DSCは、NOK部品とOK部品の違いを特定する。
NOK試料とOK試料は、DSCを用いて、一般的な昇温・降温・再昇温プログラムおよび10 K/minの昇温・降温速度で試験を行った。図1および図2は、それぞれ1回目および2回目の昇温試験の結果を示している。 第1回の加熱では、2つの試料の融解ピーク温度は近いものの、NOK試料の融解エンタルピーはOK試料よりも著しく高く、NOK材料の結晶化度が高い(24.88%)ことを示している。 結晶度が高いということは、分子鎖の配列がより規則的であることを意味し、その結果、材料は硬度と弾性率が高くなる一方で、靭性が低下し、き裂の伝播に対する抵抗力が弱まり、き裂が生じやすくなります。 結晶性/結晶化度は材料自体(不純物、不均一性など)に関係するほか、熱履歴(金型温度などの加工条件)にも依存する。測定パラメータの詳細は表1に示す。
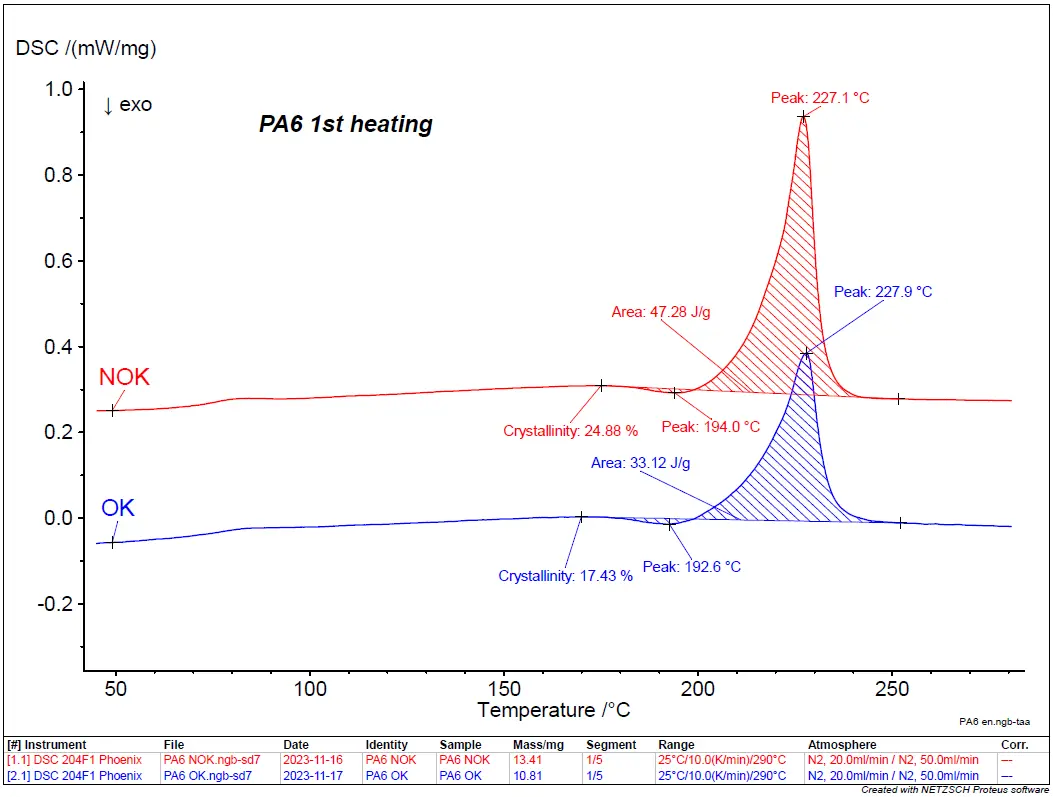
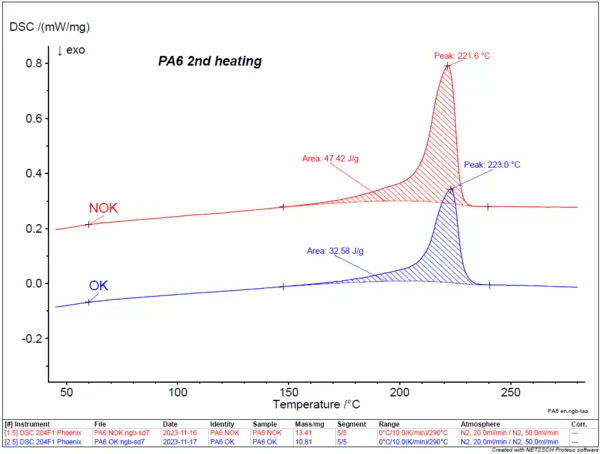
表1:DSC測定パラメータ
| 装置 | DSC 300Caliris | |
| 試料 | 試料 OK (PA6) | 不適合試料 (PA6) |
| 試料質量 [mg] | 10.81 | 13.41 |
| 温度プログラム | 室温 - 290°C - 室温 - 290°C | |
| 昇温・降温速度 | 10 K/min | |
| 容器 | Concavus® 蓋に穴の開いたアルミニウム製パン | |
| 雰囲気 | N2 | |
熱履歴の影響を除去した後(冷却速度は常に10 K/minとした)、2回目の加熱において、NOK試料の融解エンタルピーは依然としてOK試料のそれよりも高い値を示した。 2つの試料の結晶性の違いの主な原因は、充填剤や不純物など、材料そのものにあると推測される。これについては、TGA、分光分析、機械的特性試験などの他の手法を用いて、さらに詳細な分析を行う必要がある。
2. 製造元が異なるPETペレットは、紡糸工程において異なる挙動を示す。DSCを用いることで、2つの製品間の違いをIdentify することができる。
紡糸工程において、ある種類のPET繊維では破断が見られたが、別の種類では見られなかった。異なるDSCメーカー製のペレットを調査するため、これら2種類の材料について、加熱・冷却・再加熱プログラムを用いて測定を行った。加熱・冷却速度は10 K/minであった。 図3および図4は、それぞれ第1回および第2回の加熱時の曲線を示している。試料Bでは、第1回の加熱中にガラス転移、低温結晶化、および溶融効果が認められるのに対し、試料Aでは溶融効果のみが検出された。 2つの試料の融解エンタルピーは極めて類似しているが、2つの試料の初期結晶性を比較する際には、試料Bの冷間結晶化領域(21 J/g)を考慮に入れる必要がある。 試料Bの結晶化度は11.5%であり、24.53%である試料Aの結晶化度に比べてはるかに低い。結晶化度が高いと靭性が低下し、紡糸中に材料が容易に破断してしまう。測定パラメータの詳細は表2に示す。
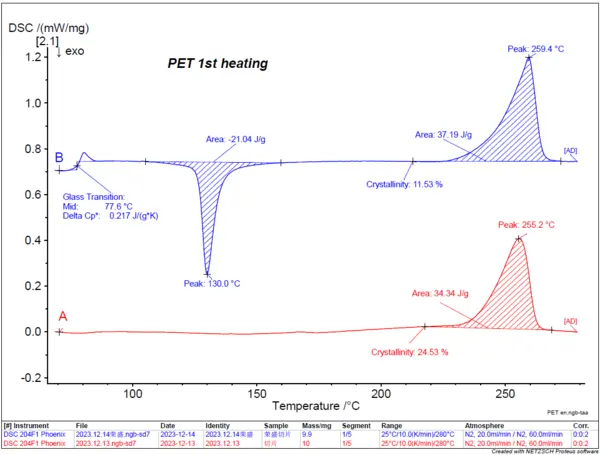
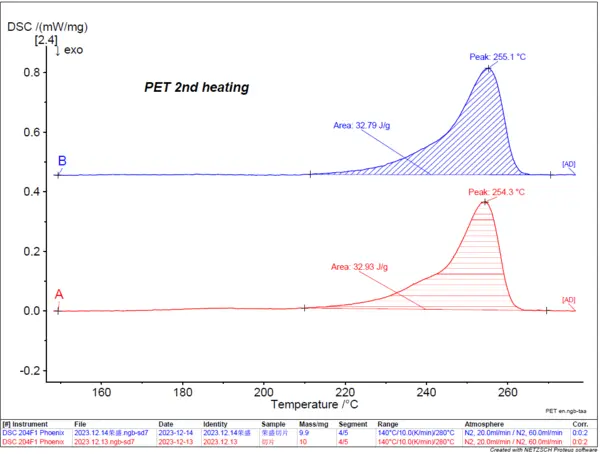
表2:測定パラメータ
| 装置 | DSC 300Caliris | |
| 試料 | 試料A(PET) [NOK] | 試料B(PET) [OK] |
| 試料質量 [mg] | 10.00 | 9.90 |
| 温度プログラム | 室温 - 280°C - 室温 - 280°C | |
| 昇温/降温速度 | 10 K/min | |
| 容器 | Concavus® 蓋に穴の開いたアルミニウム製パン | |
| 雰囲気 | N2 | |
熱履歴の影響を除去した後、2回目の加熱における2つの試料の融解エンタルピーはほぼ同じであり、これは2つの試料の結晶化特性に大きな違いがないことを意味する。したがって、1回目の加熱時の結晶度の違いは、冷却速度などの加工条件に関連している可能性がある。 ペレットAの紡糸性能は、冷却手順を調整して結晶性/結晶化度を低下させることで改善できる可能性がある。
3. PP原料ペレットの中には、成膜工程で容易に破断してしまうロットがある一方で、品質が良好なロットもある。DSCを用いることで、この不具合の原因を分析することができる。
OK顆粒(破断なし)2ロットとNOK顆粒(延伸工程中に破断)4ロットについて、DSCを用いて、加熱・冷却・再加熱プログラムを適用し、加熱・冷却速度を10 K/minとして試験を行った。 図5、6、7は、PP試料の最初の加熱、冷却、および2回目の加熱の曲線を示しています。 2回の加熱過程において、NOK試料とOK試料の挙動は類似している。しかし、冷却過程では、NOK試料の結晶化温度(開始温度約119°C)がOK試料(開始温度約116°C)よりも高く、 また、NOK試料の発熱(発熱性)ピークの右側の傾きはOK試料よりも急であるように見え、これはNOK試料がOK試料よりも速く結晶化することを意味する。したがって、破断の問題は、おそらく原料ペレットの結晶化挙動に関連していると考えられる。 NOK材料には、核形成剤として作用する微粒子が含まれており、その結果、結晶化温度が高くなり、結晶化速度が速くなっている可能性がある。NOK顆粒をOKと同じ条件で加工した場合、延伸中に容易に破断してしまうだろう。測定パラメータを表3にまとめた。
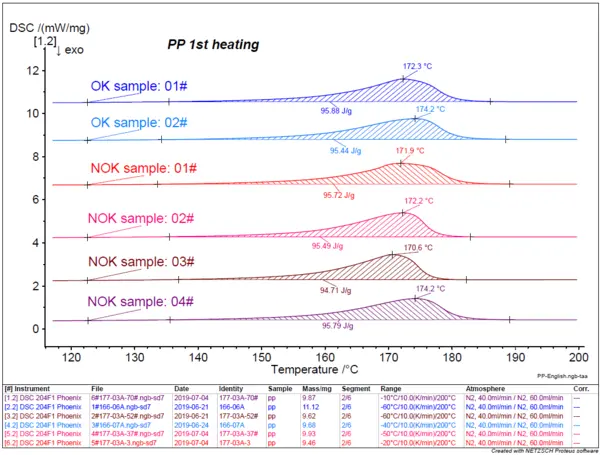
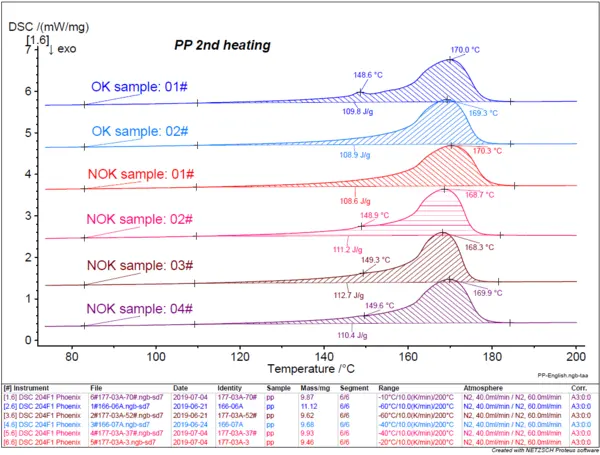
表3:測定パラメータ
| 装置 | DSC 300Caliris | |||||
| PP試料 | OK#01 | OK#02 | NOK#1 | NOK#2 | NOK#3 | NOK#4 |
| 試料質量 [mg] | 11.12 | 9.68 | 9.46 | 9.93 | 9.62 | 9.87 |
| 温度プログラム | 10°Cから200°Cへの加熱、-10°Cからの冷却、および200°Cへの再加熱 | |||||
| 昇温・降温速度 | 10 K/分 | |||||
| 容器 | 蓋に穴が開いたアルミニウム製パン | |||||
| 雰囲気 | N2 | |||||
結論
これらの例は、実際の問題(故障解析)に関連して、DSCの昇温・降温曲線を分析する方法を示しています。 最初のDSC昇温曲線からは、熱履歴の影響を含めた材料の初期結晶度が明らかになります。結晶化挙動は冷却曲線から分析することができ、2回目の昇温曲線では、熱履歴の影響を除去した後の材料の熱的挙動が示されます。 DSCによる故障解析は、材料や加工条件によって異なるため、DSC測定結果は具体的な故障内容に基づいて分析する必要があります。加工温度などの加工条件に関する追加情報は、結果を正しく解釈し、適切な結論を導き出す上で役立ちます。