Yleistä
UV-kovetusjärjestelmät ovat löytäneet paikkansa eri teollisuudenaloilla ja sovelluksissa niiden nopean käsiteltävyyden, täsmällisyyden ja monipuolisuuden ansiosta. Joitakin tärkeimpiä sovelluksia tähän mennessä ovat:
- Painoteollisuus: UV-kovetteisia painovärejä ja maaleja käytetään laajalti painoteollisuudessa. Ne mahdollistavat painovärien nopean kuivumisen ja kovettumisen paperille, kartongille, muoville ja muille painatusalustoille, mikä lisää tuotantonopeutta.
- Puunjalostus: UV-kovetteisia pinnoitteita käytetään puunjalostuksessa, erityisesti huonekaluissa, lattioissa, huonekalujen pinnoissa ja pinnoitteissa sekä puun sisustuksessa. Ne tarjoavat nopean kovettumisen ja korkean pinnanlaadun.
- Autoteollisuus: UV-kovetteisia maaleja ja pinnoitteita käytetään autoteollisuudessa muoviosien, sisätilojen osien ja kojelautojen maalaamiseen. Ne tarjoavat nopean kovettumisen ja korkean pinnanlaadun.
- Elektroniikka: UV-kovetteisia materiaaleja käytetään elektroniikkateollisuudessa piirilevyjen, näyttöjen, koteloiden, kytkimien ja muiden elektronisten komponenttien valmistukseen. Ne tarjoavat tarkan annostelun ja levityksen ja mahdollistavat nopean tuotannon.
- Lääketieteellinen tekniikka: UV-kovetteisia materiaaleja käytetään lääkinnällisten laitteiden, hammastuotteiden, ortopedisten laitteiden ja muiden lääketieteellisten sovellusten tuotannossa. Ne tarjoavat suurta tarkkuutta ja bioyhteensopivia ominaisuuksia.
- Optiikka ja lasit: UV-kovetteisia materiaaleja käytetään silmälasilinsseissä, piilolinsseissä ja optisissa pinnoitteissa. Ne kovettuvat nopeasti, ovat erittäin läpinäkyviä ja kestävät naarmuja.
- Ilmailu- ja avaruusala: UV-kovetteisia pinnoitteita käytetään ilmailu- ja avaruusteollisuudessa komponenteissa, koteloissa ja pintasovelluksissa. Ne ovat kevyitä, kestäviä ja nopeasti kovettuvia.
- Elintarvikepakkaukset: UV-kovettuvia pinnoitteita käytetään elintarvikepakkausteollisuudessa suojaamaan pakkausmateriaaleja, parantamaan kestävyyttä ja vähentämään kosteuden tunkeutumista.
Näiden perinteisten alojen lisäksi niitä on käytetty laajalti additiivisessa valmistuksessa jo useiden vuosien ajan. UV-kovettuvat hartsit muodostavat perustan Vat Photopolymerization- ja Material Jetting -prosesseille, ja niitä käytetään myös Binder Jetting -prosessissa. Tässäkin tapauksessa nopean kovettumisen ominaisuudet ovat merkityksellisiä 3D-tulostusnopeuden kannalta, tarkkuus ja hienous ovat merkityksellisiä resoluution ja saavutettavissa olevan kerrospaksuuden kannalta, ja laaja formulointivalikoima mahdollistaa lähes rajattoman määrän materiaaliominaisuuksien ja materiaalien yhdistelmiä.
Joissakin sovelluksissa musteiden, pinnoitteiden ja 3D-tulostettujen osien ominaisuuksia voidaan jopa parantaa entisestään kovettamalla UV-kovettamisen jälkeen korkeammissa lämpötiloissa. Tämä on joskus hyödyllistä kovettumissyvyyden hallitsemiseksi tai ominaisuuksien parantamiseksi:
- Pinnoitteen tai tulostekalvon paksuus: UV-kovetteisten materiaalien paksujen kerrosten kohdalla UV-valo ei välttämättä läpäise riittävästi, jotta täydellinen Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen olisi mahdollista. Terminen jälkikovetus on tarpeen, jotta saavutetaan täydellinen Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen koko paksuuden osalta.
- Materiaalin koostumus ja ristisilloitusaste: Jotkin materiaalit vaativat termistä jälkihoitoa, jotta saavutetaan riittävä ristisilloittuminen ja polymeroituminen. Jälkihoito auttaa saattamaan keskeneräiset reaktiot loppuun ja parantaa materiaalin vakautta.
- Materiaaliominaisuuksien optimointi. UV-kovettamisen ja termisen jälkikovettamisen yhdistelmä mahdollistaa materiaalin erityisominaisuuksien, kuten kovuuden, kimmoisuuden, iskunkestävyyden ja kemiallisen kestävyyden, optimoinnin.
Dynaaminen mekaaninen analyysi (DMA) on hyvä menetelmä termisen jälkihovettumisen optimoimiseksi mekaanisten ominaisuuksien osalta. DMA:ssa analysoidaan materiaalien käyttäytymistä eri lämpötiloissa, taajuuksilla ja rasituksilla. Seuraavassa esimerkissä sitä käytettiin ajan, kustannusten ja suorituskyvyn kannalta ihanteellisen jälkikovetuslämpötilan määrittämiseen.
Mittausparametri ja mittaustulokset
EZD on kehittänyt hartsijärjestelmän käytettäväksi musteena tai pinnoitteena tai additiivisessa valmistuksessa. Näytteet valmistettiin 3D-tulostamalla EZD-SKZ:ssä ja analysoitiin DMA 303 -laitteella Eplexor®. Tärkeimmät parametrit on esitetty tiivistetysti seuraavassa taulukossa.
Taulukko 1: Tutkitun näytteen parametrit
| Näytteenpidin | 3-pistepenkki, 30 mm:n joustava tuki |
|---|---|
| Näytteen paksuus | Noin 2 mm |
| Näytteen leveys | Noin 10 mm |
| Maksimaalinen dynaaminen voima | 10 N |
| Dynaaminen amplitudi | 50 μm |
| Taajuus | 1 Hz |
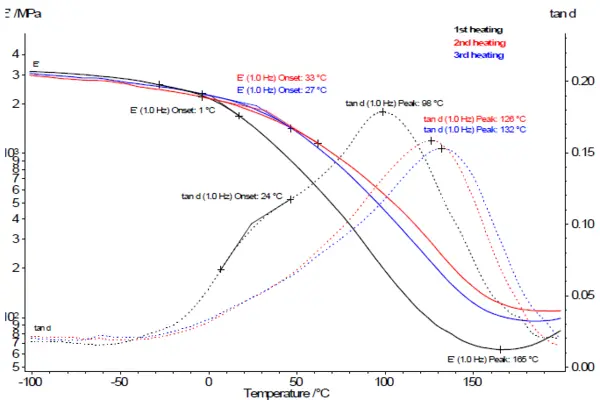
Kovettumiskäyttäytymisen ja mekaanisen käyttäytymisen alustavaa arviointia varten lämpötilan vaikutuksesta tehtiin DMA-mittaus 100 °C:sta 200 °C:seen lämmitysnopeudella 2 K/min. Jäähdytyksen jälkeen tämä sykli toistettiin vielä 2 kertaa samalle näytteelle. Tulokset on esitetty kuvassa 1. Voidaan nähdä, että varastointimoduulissa on eroa huoneenlämpötilaa korkeammissa lämpötiloissa. Jäykkyys kasvaa lämmityksen kasvaessa. Lisäksi lasittuminen siirtyy korkeampiin lämpötiloihin.
Uuden hartsijärjestelmän ihanteellisen kovettumislämpötilan määrittämiseksi näytteitä lämmitettiin 5 K/min huoneenlämpötilasta tavoitelämpötiloihin 180 °C, 200 °C, 210 °C ja 220 °C ja pidettiin isotermisesti 5 tuntia lämpötilan saavuttamisen jälkeen, jotta varastointimoduulin mahdollinen kasvu varastointiaikana voitiin analysoida; katso kuva 2.
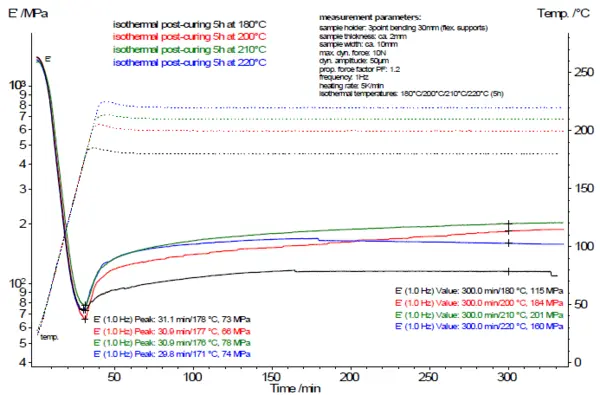
Voidaan havaita, että lämpötilan noustessa voidaan saavuttaa yhä suurempia moduuliarvoja ja että kasvu tapahtuu nopeammin korkeammissa lämpötiloissa. Vasta 220 °C:n lämpötilassa ilmenee negatiivinen vaikutus. Moduuliarvon aluksi tapahtuneen nousun jälkeen se alkaa laskea noin 80 minuutin kokonaismittausajan jälkeen, mikä on osoitus materiaalin haurastumisesta. Näin ollen 220 °C:n lämpötilassa tapahtuu jo materiaalin vaurioitumista.
Saavutettavissa olevat moduuliarvot 300 minuutin kuluttua osoittavat huomattavaa kasvua lämpötilan myötä. Tämä ero ei kuitenkaan ole enää niin suuri large 200 °C:n ja 210 °C:n välillä.
Lasisiirtymään kohdistuvan vaikutuksen arvioimiseksi kaikkia isotermisesti pidettyjä näytteitä lämmitetään dynaamisesti -100 °C:sta 200 °C:seen lämmitysnopeudella 2 K/min (kuva 3).
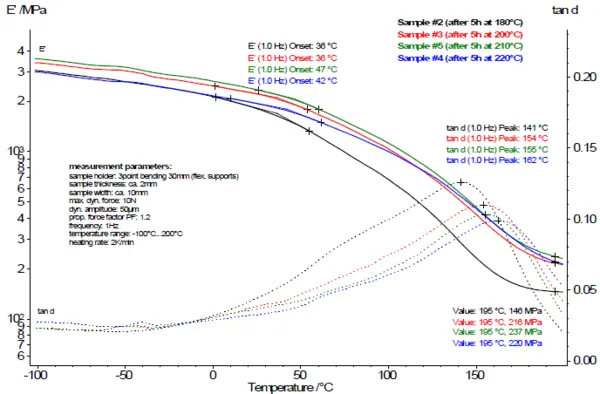
Jotta voidaan arvioida vaikutus lasittumiseen, kaikkia isotermisesti säilytettyjä näytteitä lämmitetään dynaamisesti -100 °C:sta 200 °C:seen lämmitysnopeudella 2 K/min. Ero moduuliarvoissa voidaan nyt havaita jo mittauksen alussa -100 °C:ssa. On myös selvästi nähtävissä, että 220 °C:ssa vaurioituneen näytteen moduuliarvo ei eroa 180 °C:ssa kovettuneen näytteen arvosta. Materiaalin lasisiirtymää (Tg) vastaava tan d:n huippu siirtyy korkeampiin arvoihin säilytyslämpötilan kasvaessa. On kuitenkin havaittavissa, että erot kasvavat vähemmän jyrkästi, kun näytettä jälkikovetetaan 200 °C:ssa.
Tulokset osoittavat, että korkein moduuliarvo ja Tg saavutetaan kovettumislämpötilassa 210 °C.
Kehysolosuhteista riippuen voidaan nyt johtaa erilaisia optimointipäätöksiä:
- Jotta saavutettaisiin suurin moduuli 201 MPa, Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen on suoritettava 210 °C:ssa 300 °C:n ajan.
- Jos esimerkiksi 150 MPa:n moduuliarvo on riittävä, se saavutetaan 200 °C:ssa 160 minuutin kuluttua ja 210 °C:ssa 70 minuutin kuluttua. Uunitekniikasta riippuen voidaan olettaa, että on energiatehokkaampaa (+ aika ja kustannukset) saavuttaa samat tulokset 210 °C:n lämpötilassa 90 minuuttia lyhyemmässä ajassa.
- Jos vaaditaan tietty lasittumisarvo, esim. > 150 °C, 200 °C:n kovettumislämpötila voi olla jo riittävä. Isotermisten pitoaikojen avulla olisi tarkistettava, voidaanko sama Tg saavuttaa nopeammin myös korkeammissa lämpötiloissa
Yhteenveto
Tämän esimerkin tarkoituksena on osoittaa, että suorituskyvyn (moduuli tai Tg), ajan, kustannusten tai energiatehokkuuden tavoitearvosta riippuen muutama DMA-mittaus riittää yleensä tulosalueen rajaamiseen ja sen jälkeen tavoitearvojen saavuttaminen voidaan varmistaa yhdellä tai kahdella varmistusmittauksella.
Siksi DMA:ta voidaan käyttää UV-kovetteisten painovärien, pinnoitteiden ja 3D-tulostushartsien lämpökovettumisen optimointiin. Tavoitearvosta riippuen UV-kovettumisen optimointiin voidaan käyttää muita menetelmiä, kuten UV-DSC:tä, UV-kytkentää Kinexus-rotaatioreometrillä tai UV-DEA:ta.