一般
UV硬化システムは、その迅速な加工性、アプリケーションの正確さ、多用途性により、様々な産業やアプリケーションで利用されている。現在までの最も重要なアプリケーションをいくつか紹介する:
- 印刷業界:UV硬化型インクや塗料は印刷業界で広く使用されている。紙、厚紙、プラスチック、その他の印刷基材へのインキの速乾・速硬化を可能にし、生産速度を向上させる。
- 木材加工:UV硬化型コーティング剤は、木材加工、特に家具、フローリング、家具の表面や仕上げ、木材装飾に使用されている。硬化が早く、表面品質が高い。
- 自動車産業UV硬化型塗料やコーティング剤は、自動車産業でプラスチック部品、内装部品、ダッシュボードの塗装に使用されている。硬化が早く、表面品質が高い。
- エレクトロニクスUV硬化型材料は、プリント基板、ディスプレイ、ハウジング、スイッチ、その他の電子部品の製造に使用されています。正確な添加量と塗布が可能で、迅速な生産が可能です。
- 医療技術:UV硬化材料は、医療機器、歯科製品、整形外科器具、その他の医療用途の生産に使用されている。高い精度と生体適合性を提供する。
- 光学と眼鏡UV硬化材料は眼鏡レンズ、コンタクトレンズ、光学コーティングに使用されている。硬化が速く、透明度が高く、傷がつきにくい。
- 航空宇宙UV硬化型コーティングは、航空宇宙産業の部品、ハウジング、表面用途に使用されている。軽量で耐久性に優れ、硬化も早い。
- 食品包装UV硬化型コーティングは、食品包装業界で包装資材の保護、耐久性の向上、水分の浸透を抑えるために使用されている。
これらの伝統的な分野に加え、UV硬化樹脂は数年前からアディティブ・マニュファクチャリングでも広く使用されている。UV硬化樹脂は、バット光重合やマテリアルジェッティングプロセスの基礎を形成し、バインダージェッティングにも採用されている。ここでも、高速硬化の特性は3Dプリント速度に関連し、精度ときめ細かさは解像度と達成可能な層厚に関連し、幅広い配合は材料特性と材料のほぼ無限の組み合わせを可能にします。
用途によっては、UV硬化後に高温で硬化させることで、インク、コーティング、3Dプリント部品の特性をさらに高めることもできる。これは、硬化深度を制御したり、特性を向上させたりするのに有効な場合がある:
- コーティングやプリントフィルムの厚さ:UV硬化材料の層が厚い場合、UV光が十分に浸透せず、完全に硬化しないことがある。厚さ全体を通して完全に硬化させるには、熱によるポストキュアが必要である。
- 材料の組成と架橋度:材料によっては、十分な架橋と重合を達成するために熱ポストキュアを必要とするものがある。ポストキュアは、不完全な反応を完 了させ、材料の安定性を向上させるのに役立つ。
- 材料特性の最適化。UV硬化と熱ポストキュアを組み合わせることで、硬度、弾性、衝撃強度、耐薬品性などの特定の材料特性を最適化することができます。
機械的特性に関して熱ポストキュアを最適化するための優れた方法は、動的機械分析(DMA)です。DMAは、温度、周波数、ひずみを変化させたときの材料の挙動を解析します。以下の例では、時間、コスト、性能の観点から理想的なポストキュア温度を決定するために使用しました。
測定パラメータと測定結果
この樹脂システムは、EZDがインクやコーティング、あるいは積層造形に使用するために開発したものである。試料はEZD-SKZの3Dプリンティングで作製し、DMA 303Eplexor で分析した。最も重要なパラメータを以下の表にまとめた。
表1:調査した試料のパラメータ
| 試料ホルダー | 3点曲げ、30mmフレキシブルサポート |
|---|---|
| 試料厚さ | 約2mm |
| 試料幅 | 約10mm |
| 最大動荷重 | 10 N |
| 動的振幅 | 50 μm |
| 使用周波数 | 1 Hz |
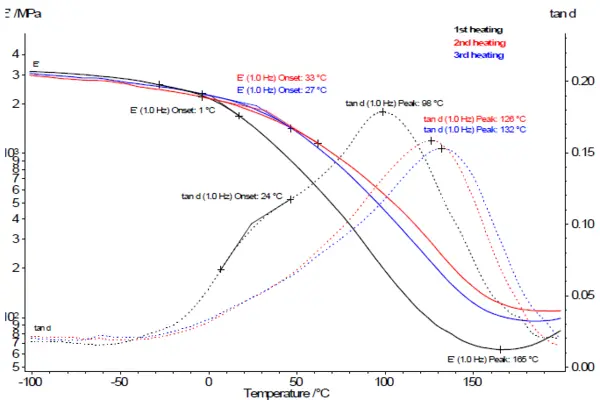
温度の影響下での硬化挙動と機械的挙動の初期評価として、100℃から200℃まで、2K/分の昇温速度でDMA測定を行った。冷却後、このサイクルを同じ試料でさらに2回繰り返した。結果を図1に示す。室温以上の温度で貯蔵弾性率に差が生じていることがわかる。剛性は加熱の増加に伴って増加する。また、ガラス転移温度は高温側にシフトしている。
新しい樹脂システムの理想的な硬化温度を決定するために、試料を室温から180℃、200℃、210℃、220℃の目標温度まで5K/分で加熱し、温度到達後5時間等温保持し、保持時間中の貯蔵弾性率の増加の可能性を分析した(図2参照)。
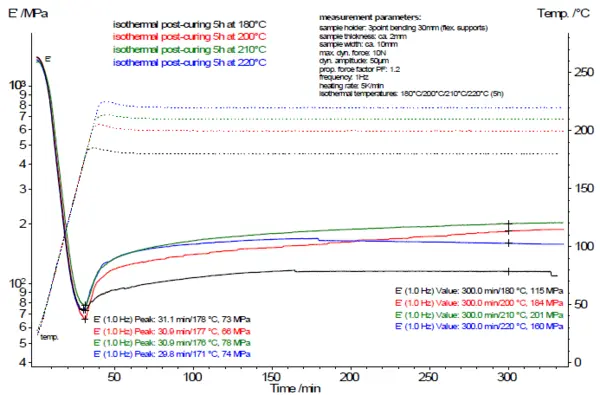
温度が上昇するにつれて、より高いモジュラス値が得られること、そして温度が高いほど、より速く上昇することがわかる。負の効果が現れるのは220℃のときだけである。初期の弾性率値の上昇に続き、総測定時間が約80分経過すると、弾性率値は低下し始めます。このように、220℃の時点ですでに材料の損傷が発生している。
300分後の達成可能な弾性率値は、温度によるかなりの上昇を示している。しかし、この差は200°Cと210°Cの間ではもはやそれほどlarge 。
ガラス転移への影響を評価するため、等温保持したすべての試料を-100℃から200℃まで2K/分の加熱速度で動的に加熱した(図3)。
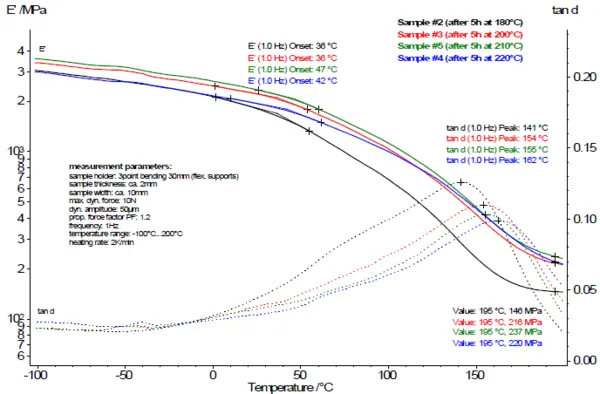
ガラス転移への影響を評価できるようにするため、等温に保持されたすべての試料は、その後-100℃から200℃まで2K/分の加熱速度で動的に加熱される。弾性率値の違いは、-100℃での測定開始時にすでに認識できる。また、220℃で損傷した試料の弾性率値は、180℃で硬化後の試料と差がないことがはっきりとわかります。材料のガラス転移温度(Tg)に相当するtan dのピークは、保持温度が高くなるにつれて高い値にシフトしている。しかし、200℃で後硬化させると、その差はそれほど大きくならないことがわかる。
この結果から、最も高い弾性率とTgを達成できるのは、210℃の硬化温度であることがわかる。
フレームの条件によって、最適化の判断は異なります:
- 201MPaの最大弾性率を得るためには、210℃で300℃の間、硬化を行わなければならない。
- 例えば、モジュラス値150 MPaで十分な場合は、200℃で160分後、210℃で70分後に到達します。加熱炉の技術にもよるが、同じ結果を得るには210℃で90分短縮した方がエネルギー効率(+時間とコスト)が良いと考えられる。
- 一定のガラス転移温度、例えば150℃以上が要求される場合は、200℃の硬化温度ですでに十分な場合がある。等温保持時間をさらに長くして、同じTgをより高い温度でより速く達成できるかどうかを確認する必要がある。
概要
この例は、性能(弾性率またはTg)、時間、コスト、またはエネルギー効率の目標値によっては、通常、数回のDMA測定で結果空間を絞り込み、1~2回の確認測定で目標値の達成を検証するのに十分であることを示すことを意図しています。
したがって、DMAはUV硬化型インク、コーティング、3Dプリンティング樹脂の熱硬化を最適化するために使用できます。目標値によっては、UV硬化を最適化するために、当社のUV-DSC、Kinexus回転型レオメーターのUVカップリング、UV-DEAなどの他の方法を採用することもできます。