Обща информация
Системите за UV-втвърдяване са намерили място в различни индустрии и приложения поради бързата си обработваемост, прецизността на приложението и гъвкавостта си. Някои от най-важните приложения към днешна дата са:
- Печатарска промишленост: Мастилата и боите за UV-втвърдяване се използват широко в печатарската промишленост. Те позволяват бързо изсъхване и втвърдяване на мастилата върху хартия, картон, пластмаса и други печатни субстрати, което увеличава скоростта на производство.
- Дървообработване: Покритията, втвърдяващи се с ултравиолетови лъчи, се използват в дървообработването, особено за мебели, подови настилки, мебелни повърхности и покрития, както и за дървесни декори. Те осигуряват бързо втвърдяване и високо качество на повърхността.
- Автомобилна индустрия: Боите и покритията, втвърдяващи се в ултравиолетово лъчение, се използват в автомобилната промишленост за боядисване на пластмасови части, интериорни компоненти и арматурни табла. Те предлагат бързо втвърдяване и високо качество на повърхността.
- Електроника: Материалите за UV втвърдяване се използват в електронната промишленост за производство на печатни платки, дисплеи, корпуси, ключове и други електронни компоненти. Те предлагат прецизно дозиране и нанасяне и позволяват бързо производство.
- Медицински технологии: Материалите за UV втвърдяване се използват в производството на медицински изделия, стоматологични продукти, ортопедични уреди и други медицински приложения. Те предлагат висока прецизност и биосъвместими свойства.
- Оптика и очила: Материалите за UV втвърдяване се използват за лещи за очила, контактни лещи и оптични покрития. Те предлагат бързо втвърдяване, висока прозрачност и устойчивост на надраскване.
- Космическа индустрия: Покритията с UV втвърдяване се прилагат в космическата индустрия за компоненти, корпуси и повърхностни приложения. Те предлагат ниско тегло, издръжливост и бързо втвърдяване.
- Опаковки за храни: Покритията за UV-втвърдяване се използват в опаковъчната промишленост за защита на опаковъчните материали, подобряване на издръжливостта и намаляване на проникването на влага.
Освен в тези традиционни области, от няколко години те се използват широко и в адитивното производство. Смолите за UV-втвърдяване са в основата на процесите на фотополимеризация във вана и струйно нанасяне на материали, а също така се използват и при струйно нанасяне на свързващи вещества. И тук свойствата на бързото втвърдяване са от значение за скоростта на 3D принтиране; прецизността и фиността са от значение за разделителната способност и постижимата дебелина на слоя; а широкият спектър от формули позволява почти безкрайна комбинация от свойства на материала и материали.
В някои приложения свойствата на мастилата, покритията и 3D-отпечатаните части могат дори да бъдат допълнително подобрени чрез втвърдяване при повишени температури след UV-втвърдяване. Това понякога е полезно за контролиране на дълбочината на втвърдяване или за подобряване на свойствата:
- Дебелина на покритието или филма за печат: При дебели слоеве от материали, които се втвърдяват с UV лъчи, UV светлината може да не проникне достатъчно, за да осигури пълно втвърдяване. Необходимо е термично последващо втвърдяване, за да се постигне пълно втвърдяване по цялата дебелина.
- Състав на материала и степен на омрежване: Някои материали изискват термично последващо втвърдяване, за да се постигне достатъчно омрежване и полимеризация. Последващото втвърдяване спомага за завършване на незавършените реакции и за подобряване на стабилността на материала.
- Оптимизиране на свойствата на материала. Комбинацията от UV втвърдяване и термично последващо втвърдяване позволява оптимизиране на специфични свойства на материала, като твърдост, еластичност, ударна сила и химическа устойчивост.
Добър метод за оптимизиране на термичното следвтвърдяване по отношение на механичните свойства е динамичният механичен анализ (DMA). DMA анализира поведението на материалите при различни температури, честоти и деформации. В следващия пример той е използван за определяне на идеалната температура за последващо втвърдяване от гледна точка на време, разходи и характеристики.
Параметър на измерване и резултати от измерването
Системата от смоли е разработена от EZD за използване като мастило или покритие, или в адитивно производство. Образците са произведени чрез 3D принтиране в EZD-SKZ и са анализирани с DMA 303 Eplexor®. Най-важните параметри са обобщени в следващата таблица.
Таблица 1: Параметри на изследваната извадка
| Притежател на образеца | 3-точково закрепване, 30-милиметрова гъвкава опора |
|---|---|
| Дебелина на образеца | Приблизително 2 mm |
| Ширина на образеца | Приблизително 10 mm |
| Максимална динамична сила | 10 N |
| Динамична амплитуда | 50 μm |
| Честота | 1 Hz |
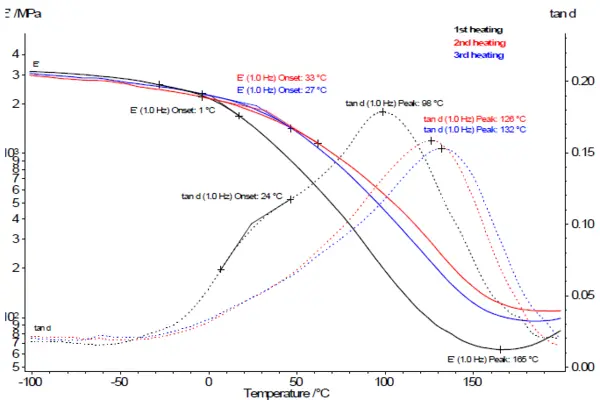
За първоначална оценка на поведението при втвърдяване и механичното поведение под влияние на температурата беше извършено измерване на DMA от 100°C до 200°C при скорост на нагряване 2 K/min. След охлаждане този цикъл е повторен още 2 пъти върху същия образец. Резултатите са показани на фигура 1. Вижда се, че при температури над стайната температура се наблюдава разлика в модула на съхранение. Коравината се увеличава с увеличаване на нагряването. Освен това стъкловидният преход се измества към по-високи температури.
За да се определи идеалната температура на втвърдяване за новата система от смоли, пробите се нагряват със скорост 5 K/min от стайна температура до целевите температури от 180°C, 200°C, 210°C и 220°C и се задържат изотермично в продължение на 5 часа след достигане на температурата, за да се анализира възможното увеличение на модула на съхранение по време на задържането; вж. фигура 2.
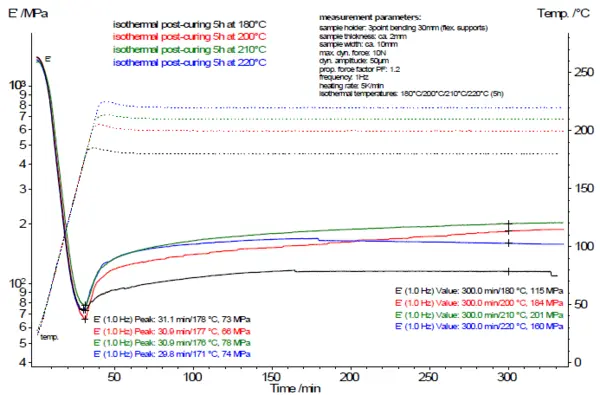
Вижда се, че с увеличаване на температурата се постигат все по-високи стойности на модула и че увеличението се извършва по-бързо при по-високи температури. Едва при 220 °C се появява отрицателен ефект. След първоначалното увеличаване на стойността на модула, тя започва да намалява след приблизително 80 минути от общото време на измерване, което е показател за крехкост на материала. Така при 220°C вече се наблюдава увреждане на материала.
Постижимите стойности на модула след 300 минути показват значително нарастване с температурата. Тази разлика обаче вече не е толкова голяма large между 200°C и 210°C.
За да се оцени ефектът върху стъклопрехода, всички изотермично задържани образци след това се нагряват динамично от -100°C до 200°C със скорост на нагряване 2 K/min (фигура 3).
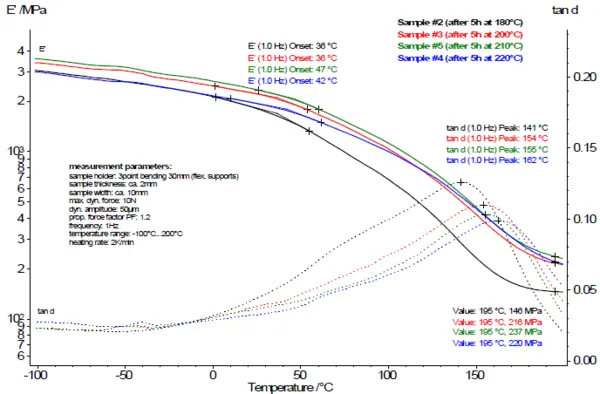
За да може да се оцени ефектът върху стъкловидния преход, всички проби, които се държат изотермично, впоследствие се нагряват динамично от -100°C до 200°C със скорост на нагряване 2 K/min. Разликата в стойностите на модула вече може да се разпознае в началото на измерването при -100°C. Също така ясно се вижда, че стойността на модула на образеца, повреден при 220°C, не се различава от тази на образеца след втвърдяване при 180°C. Пикът на tan d, който съответства на стъкловидния преход (Tg) на материала, се измества към по-високи стойности с увеличаване на температурата на задържане. Трябва да се види също така, че разликите се увеличават по-слабо след последващо втвърдяване при 200°C.
Резултатите показват, че най-високите стойности на модула и Tg могат да бъдат постигнати при температура на втвърдяване 210°C.
В зависимост от условията на рамката сега могат да бъдат изведени различни решения за оптимизация:
- За да се получи максимален модул от 201 MPa, втвърдяването трябва да се извърши при 210°C за 300°C.
- Ако например е достатъчна стойност на модула от 150 МРа, тя ще бъде постигната при 200°C след 160 минути и при 210°C след 70 минути. В зависимост от технологията на пещта може да се предположи, че е по-енергийно ефективно (+ време и разходи) същите резултати да се постигнат за 90 минути по-малко при 210°C.
- Ако се изисква определена стойност на стъклопрехода, напр. > 150°C, температура на втвърдяване 200°C вече може да е достатъчна. Трябва да се използват допълнителни изотермични времена на задържане, за да се провери дали същата Tg може да се постигне по-бързо и при по-високи температури
Резюме
Този пример има за цел да покаже, че в зависимост от целевата стойност на експлоатационните характеристики (модул или Tg), времето, разходите или енергийната ефективност, обикновено са достатъчни няколко измервания на DMA, за да се стесни пространството на резултатите и след това да се провери постигането на целевите стойности с едно или две потвърдителни измервания.
Ето защо DMA може да се използва за оптимизиране на термичното втвърдяване на мастила, покрития и смоли за 3D печат, които се втвърдяват с UV лъчи. В зависимост от целевата стойност за оптимизиране на UV втвърдяването могат да се използват други методи, като например нашият UV-DSC, UV свързване на ротационен реометър Kinexus или UV-DEA.