Ogólne
Systemy utwardzania UV znalazły miejsce w różnych branżach i zastosowaniach ze względu na ich szybkość przetwarzania, precyzję aplikacji i wszechstronność. Niektóre z najważniejszych dotychczasowych zastosowań to:
- Przemysł drukarski: Atramenty i farby utwardzane promieniami UV są szeroko stosowane w przemyśle drukarskim. Pozwalają one na szybkie suszenie i Utwardzanie (reakcje sieciowania)W dosłownym tłumaczeniu termin "sieciowanie" oznacza "tworzenie sieci". W kontekście chemicznym stosuje się go do reakcji, w których cząsteczki są łączone ze sobą poprzez wprowadzenie wiązań kowalencyjnych i tworzenie trójwymiarowych sieci. utwardzanie farb na papierze, kartonach, tworzywach sztucznych i innych podłożach drukarskich, co zwiększa szybkość produkcji.
- Obróbka drewna: Powłoki utwardzane promieniami UV są stosowane w obróbce drewna, w szczególności do mebli, podłóg, powierzchni i wykończeń mebli oraz dekoracji drewnianych. Zapewniają one szybkie Utwardzanie (reakcje sieciowania)W dosłownym tłumaczeniu termin "sieciowanie" oznacza "tworzenie sieci". W kontekście chemicznym stosuje się go do reakcji, w których cząsteczki są łączone ze sobą poprzez wprowadzenie wiązań kowalencyjnych i tworzenie trójwymiarowych sieci. utwardzanie i wysoką jakość powierzchni.
- Przemysł motoryzacyjny: Farby i powłoki utwardzane promieniami UV są stosowane w przemyśle motoryzacyjnym do malowania części plastikowych, elementów wewnętrznych i desek rozdzielczych. Zapewniają szybkie Utwardzanie (reakcje sieciowania)W dosłownym tłumaczeniu termin "sieciowanie" oznacza "tworzenie sieci". W kontekście chemicznym stosuje się go do reakcji, w których cząsteczki są łączone ze sobą poprzez wprowadzenie wiązań kowalencyjnych i tworzenie trójwymiarowych sieci. utwardzanie i wysoką jakość powierzchni.
- Elektronika: Materiały utwardzane promieniami UV są wykorzystywane w przemyśle elektronicznym do produkcji płytek drukowanych, wyświetlaczy, obudów, przełączników i innych elementów elektronicznych. Oferują precyzyjne dozowanie i aplikację oraz umożliwiają szybką produkcję.
- Technologia medyczna: Materiały utwardzane promieniami UV są wykorzystywane w produkcji urządzeń medycznych, produktów dentystycznych, urządzeń ortopedycznych i innych zastosowań medycznych. Oferują wysoką precyzję i właściwości biokompatybilne.
- Optyka i okulary: Materiały utwardzane promieniami UV są stosowane do produkcji soczewek okularowych, soczewek kontaktowych i powłok optycznych. Oferują szybkie Utwardzanie (reakcje sieciowania)W dosłownym tłumaczeniu termin "sieciowanie" oznacza "tworzenie sieci". W kontekście chemicznym stosuje się go do reakcji, w których cząsteczki są łączone ze sobą poprzez wprowadzenie wiązań kowalencyjnych i tworzenie trójwymiarowych sieci. utwardzanie, wysoką przezroczystość i odporność na zarysowania.
- Przemysł lotniczy: Powłoki utwardzane promieniami UV są stosowane w przemyśle lotniczym do komponentów, obudów i zastosowań powierzchniowych. Oferują niewielką wagę, trwałość i szybkie Utwardzanie (reakcje sieciowania)W dosłownym tłumaczeniu termin "sieciowanie" oznacza "tworzenie sieci". W kontekście chemicznym stosuje się go do reakcji, w których cząsteczki są łączone ze sobą poprzez wprowadzenie wiązań kowalencyjnych i tworzenie trójwymiarowych sieci. utwardzanie.
- Opakowania do żywności: Powłoki utwardzane promieniami UV są stosowane w przemyśle opakowań do żywności w celu ochrony materiałów opakowaniowych, poprawy trwałości i zmniejszenia przenikania wilgoci.
Oprócz tych tradycyjnych obszarów, od kilku lat są one szeroko stosowane w produkcji addytywnej. Żywice utwardzane promieniami UV stanowią podstawę procesów fotopolimeryzacji kadziowej i rozpylania materiału, a także są stosowane w rozpylaniu spoiwa. Również w tym przypadku właściwości szybkiego utwardzania są istotne dla szybkości drukowania 3D; precyzja i dokładność są istotne dla rozdzielczości i osiągalnej grubości warstwy; a szeroki zakres formuł pozwala na niemal nieskończoną kombinację właściwości materiału i materiałów.
W niektórych zastosowaniach właściwości atramentów, powłok i części drukowanych w 3D można nawet dodatkowo poprawić poprzez utwardzanie w podwyższonych temperaturach po utwardzaniu promieniami UV. Jest to czasami przydatne do kontrolowania głębokości utwardzania lub poprawy właściwości:
- Grubość powłoki lub warstwy wydruku: W przypadku grubych warstw materiałów utwardzanych promieniowaniem UV, światło UV może nie przenikać w wystarczającym stopniu, aby zapewnić całkowite utwardzenie. Aby osiągnąć całkowite utwardzenie na całej grubości, wymagane jest utwardzanie termiczne.
- Skład materiału i stopień usieciowania: Niektóre materiały wymagają utwardzania termicznego, aby osiągnąć wystarczające usieciowanie i polimeryzację. Utwardzanie końcowe pomaga zakończyć niekompletne reakcje i poprawić stabilność materiału.
- Optymalizacja właściwości materiału. Połączenie utwardzania UV i utwardzania termicznego pozwala na optymalizację określonych właściwości materiału, takich jak twardość, elastyczność, udarność i odporność chemiczna.
Dobrą metodą optymalizacji utwardzania termicznego w odniesieniu do właściwości mechanicznych jest dynamiczna analiza mechaniczna (DMA). DMA analizuje zachowanie materiałów przy różnych temperaturach, częstotliwościach i odkształceniach. W poniższym przykładzie została ona wykorzystana do określenia idealnej temperatury utwardzania pod względem czasu, kosztów i wydajności.
Parametr pomiaru i wyniki pomiaru
System żywicy został opracowany przez EZD do stosowania jako atrament lub powłoka lub w produkcji addytywnej. Próbki zostały wyprodukowane przy użyciu druku 3D w EZD-SKZ i przeanalizowane za pomocą DMA 303 Eplexor®. Najważniejsze parametry zostały podsumowane w poniższej tabeli.
Tabela 1: Parametr badanej próbki
| Uchwyt próbki | 3-punktowe mocowanie, 30 mm elastyczny wspornik |
|---|---|
| Grubość próbki | Około 2 mm |
| Szerokość próbki | Około 10 mm |
| Maksymalna siła dynamiczna | 10 N |
| Amplituda dynamiczna | 50 μm |
| Częstotliwość | 1 Hz |
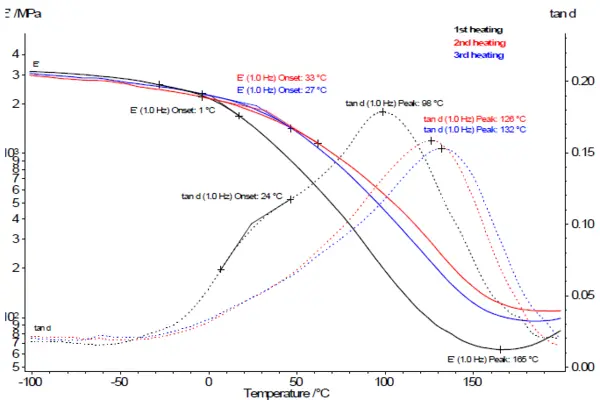
W celu wstępnej oceny zachowania utwardzania i zachowania mechanicznego pod wpływem temperatury, przeprowadzono pomiar DMA od 100°C do 200°C przy szybkości ogrzewania 2 K/min. Po schłodzeniu cykl ten powtórzono jeszcze 2 razy na tej samej próbce. Wyniki przedstawiono na rysunku 1. Można zauważyć, że różnica w module magazynowania występuje w temperaturach powyżej temperatury pokojowej. Sztywność wzrasta wraz ze wzrostem temperatury. Ponadto Punkt przecięciaW teście reologicznym, takim jak przemiatanie częstotliwości lub przemiatanie czas/temperatura, punkt przecięcia jest wygodnym punktem odniesienia wskazującym punkt "przejścia" próbki. przejście szkliste przesuwa się do wyższych temperatur.
Aby określić idealną temperaturę utwardzania dla nowego systemu żywicy, próbki ogrzewano z prędkością 5 K/min od temperatury pokojowej do docelowych temperatur 180°C, 200°C, 210°C i 220°C i utrzymywano izotermicznie przez 5 godzin po osiągnięciu temperatury w celu analizy możliwego wzrostu modułu sprężystości podczas czasu utrzymywania; patrz rysunek 2.
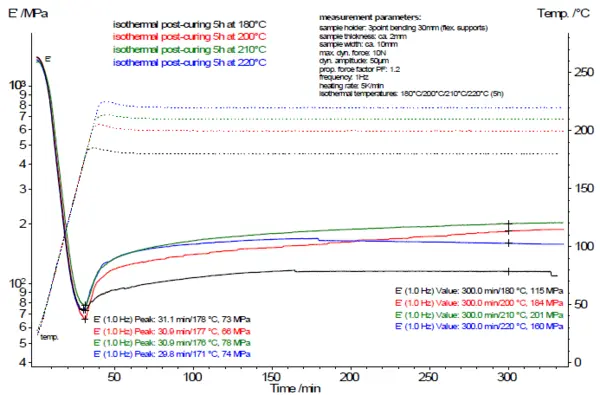
Można zauważyć, że wraz ze wzrostem temperatury można osiągnąć coraz wyższe wartości modułu i że wzrost następuje szybciej w wyższych temperaturach. Dopiero w temperaturze 220°C pojawia się negatywny efekt. Po początkowym wzroście wartości modułu, zaczyna on spadać po około 80 minutach całkowitego czasu pomiaru, co jest wskaźnikiem kruchości materiału. Tak więc w temperaturze 220°C dochodzi już do uszkodzenia materiału.
Osiągalne wartości modułu po 300 minutach wykazują znaczny wzrost wraz ze wzrostem temperatury. Jednak różnica ta nie jest już tak large między 200°C a 210°C.
Aby ocenić wpływ na Punkt przecięciaW teście reologicznym, takim jak przemiatanie częstotliwości lub przemiatanie czas/temperatura, punkt przecięcia jest wygodnym punktem odniesienia wskazującym punkt "przejścia" próbki. przejście szkliste, wszystkie próbki utrzymywane izotermicznie są następnie dynamicznie ogrzewane od -100°C do 200°C z szybkością ogrzewania 2 K/min (rysunek 3).
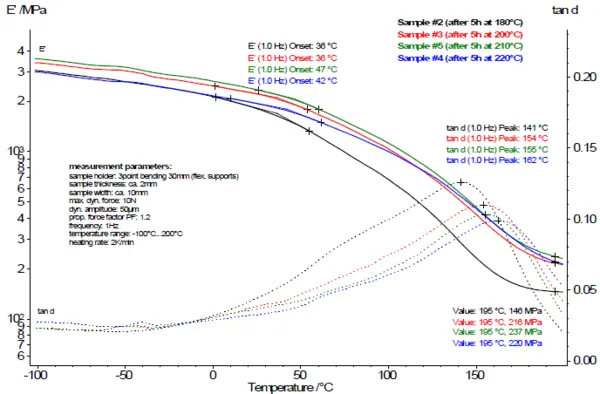
Aby móc ocenić wpływ na Punkt przecięciaW teście reologicznym, takim jak przemiatanie częstotliwości lub przemiatanie czas/temperatura, punkt przecięcia jest wygodnym punktem odniesienia wskazującym punkt "przejścia" próbki. przejście szkliste, wszystkie próbki utrzymywane izotermicznie są następnie dynamicznie ogrzewane od -100°C do 200°C z szybkością ogrzewania 2 K/min. Różnicę w wartościach modułu można już rozpoznać na początku pomiaru w temperaturze -100°C. Można również wyraźnie zauważyć, że wartość modułu próbki uszkodzonej w temperaturze 220°C nie różni się od próbki po utwardzeniu w temperaturze 180°C. Pik tan d, który odpowiada przejściu szklistemu (Tg) materiału, przesuwa się do wyższych wartości wraz ze wzrostem temperatury utrzymywania. Należy jednak również zauważyć, że różnice rosną mniej gwałtownie po utwardzeniu w temperaturze 200°C.
Wyniki pokazują, że najwyższą wartość modułu i Tg można osiągnąć w temperaturze utwardzania 210°C.
W zależności od warunków ramowych można teraz podjąć różne decyzje optymalizacyjne:
- Aby uzyskać maksymalny moduł 201 MPa, utwardzanie należy przeprowadzić w temperaturze 210°C przez 300°C.
- Jeśli na przykład wystarczająca jest wartość modułu 150 MPa, zostanie ona osiągnięta w temperaturze 200°C po 160 minutach i w temperaturze 210°C po 70 minutach. W zależności od technologii pieca, można założyć, że bardziej efektywne energetycznie (+ czas i koszty) jest osiągnięcie tych samych wyników w czasie o 90 minut krótszym w temperaturze 210°C.
- Jeśli wymagana jest pewna wartość zeszklenia, np. > 150°C, temperatura utwardzania 200°C może być już wystarczająca. Dalsze izotermiczne czasy podtrzymania powinny być stosowane w celu sprawdzenia, czy ta sama Tg może być również osiągnięta szybciej w wyższych temperaturach
Podsumowanie
Przykład ten ma na celu pokazanie, że w zależności od docelowej wartości wydajności (moduł lub Tg), czasu, kosztu lub efektywności energetycznej, kilka pomiarów DMA jest zwykle wystarczających do zawężenia przestrzeni wyników, a następnie zweryfikowania osiągnięcia wartości docelowych za pomocą jednego do dwóch pomiarów potwierdzających.
Dlatego DMA może być stosowana do optymalizacji utwardzania termicznego atramentów utwardzanych promieniowaniem UV, powłok i żywic do druku 3D. W zależności od wartości docelowej, do optymalizacji utwardzania UV można zastosować inne metody, takie jak UV-DSC, sprzężenie UV na reometrze rotacyjnym Kinexus lub UV-DEA.